SZYBKI DOSTĘP

W dziedzinie produkcji i napraw elektroniki jakość lutowania płytek obwodów drukowanych bezpośrednio wpływa na wydajność i trwałość produktu. W firmie pcbally wielokrotnie mieliśmy okazję zaobserwować, jak nieodpowiedni wybór lutu prowadzi do kosztownej poprawki w procesie produkcji PCB – co jeszcze raz podkreśla wagę tej decyzji. Niezależnie od tego, czy jesteś entuzjastą elektroniki amatorskiej, czy zawodowcem w branży produkcji PCB, wybór najbardziej odpowiedniego lutu to pierwsza linia obrony przed zimnymi złączami i fałszywym lutowaniem, gwarantując niezawodne połączenia elektryczne, co może oznaczać różnicę między bezzarzutnym, niezawodnym urządzeniem elektronicznym a takim, które cierpi na słabe połączenia lutownicze i kosztowne awarie.
Na podstawie tych doświadczeń oraz w celu rozwiązania powszechnie występującej trudności w doborze podczas praktycznej pracy, pcbally przekształciło zgromadzone w tej dziedzinie doświadczenie w szczegółowy przewodnik wyboru. Artyał systematycznie omówi wszystkie aspekty lutowania płytek obwodów drukowanych. Znajdziesz tu wszystko, co trzeba wiedzieć na temat lutowania płytek obwodów drukowanych — od podstaw definicji lutowania, poprzez 8 najlepszych lutów do projektów obwodów, po wybór idealnego lutowania do Twojej kolejnej złożonej pracy, co stanowi praktyczny podręcznik. Przeanalizujemy każdy istotny typ lutowania — zawierające ołów, bez ołowiu, srebrne, z rdzeniem żywicy, bez konieczności czyszczenia i inne — jednocześnie wyposażając Cię w praktyczne wskazówki i porady ekspertów. Jeśli szukasz ostatecznego przewodnika po wyborze odpowiedniego lutowania do Twojego kolejnego projektu płytki obwodów drukowanych, nie szukaj dalej!
Lutownie to coś znacznie więcej niż tylko "klej" w montażu płytek drukowanych (PCBA). Pełnią podwójną rolę, tworząc połączenia elektryczne i wiązania mechaniczne. Procesy kontroli jakości pcbally wykazują, że niewłaściwy wybór lutu—czy to pod względem składu stopu, typu przepływu czy ilości zastosowania—łatwo prowadzi do problemów takich jak zimne złącza lutowane, mostki lutownicze lub niestabilne połączenia, co potencjalnie może spowodować całkowitą awarię produktu. Poza bezpośrednimi uszkodzeniami, suboptymalny lut może prowadzić do ukrytych wad—złączy, które przechodzą wstępne testy, ale ulegają przedwczesnemu uszkodzeniu w trakcie eksploatacji z powodu zwiększonych oporności elektrycznych lub podatności na zmęczenie termiczne i wibracje. Dlatego zrozumienie oraz poprawny wybór lutu to nie tylko podstawowa umiejętność w inżynierii elektronicznej, lecz również inwestycja w długoterminową niezawodność i renomę Państwa produktu.
Cyna lutownicza to stop o niskim punkcie topnienia, używany do łączenia komponentów elektronicznych z polami na płytce poprzez stopienie, tworząc po ostygnięciu trwałe połączenie lutowane. Jej główną cechą jest temperatura topnienia niższa niż metali, które są łączone (np. miedzi), umożliwiając połączenie w niskiej temperaturze.
Stopy cyny lutowniczej stosowane w elektronice to zazwyczaj mieszanina cyny i ołowiu lub cyny z srebrem i miedzią (bezołowiowa cyna lutownicza). Różne proporcje pierwiastków nadają cynie unikalne właściwości przepływu, wytrzymałość oraz przewodność. Na przykład eutektyczny skład 63/37 cyna-ołów ma wyraźny punkt topnienia i krzepnie natychmiastowo, co upraszcza kontrolę procesu. Natomiast stopy nieeutektyczne, takie jak 60/40, mają zakres plastyczny, przez co są bardziej podatne na zakłócenia podczas ochładzania.
Podczas lutowania stopiony lut, wspomagany przez topnik, wypełnia mikroskopijne szczeliny między wyprowadzeniami elementów a polami miedzianymi. Po ochłodzeniu i stwardnieniu zapewnia zarówno przewodność elektryczną, jak i złącz mechaniczne. Topnik odgrywa tu również kluczową rolę, chemicznie oczyszczając powierzchnie. Dzięki temu stopiony lut może skutecznie je 'namoknąć', czyli równomiernie się rozprowadzić i utworzyć ciągłą warstwę, zamiast się kuleczyć.

Wybór najlepszego lutowania dla płytek drukowanych zaczyna się od zrozumienia typów lutów. Choć istnieje wiele specjalistycznych opcji, najważniejszym podziałem jest ten między lutem zawierającym ołów a lutem bezolowiowym. Często można spotkać się z odniesieniem do dwóch typów lutów:
W zależności od wymagań dotyczących czyszczenia i procesu, luty można dodatkowo sklasyfikować:
· Lotnictwo z rdzeniem żywicznym: Oferuje wysoką uniwersalność i aktywność. Chociaż pozostałość jest zazwyczaj izolująca, to jest lepka i higroskopijna, często wymaga czyszczenia alkoholem izopropylowym w celu zapewnienia długoterminowej niezawodności lub powodów estetycznych.
· Lotnictwo bezczyszczące: Minimalne, mało korozyjne pozostałości, odpowiednie dla masowej produkcji technologii montażu powierzchniowego (SMT).
· Lotnictwo z topnikiem rozpuszczalnym w wodzie: Pozostałość można usunąć wodą, spełniając bardzo wysokie wymagania dotyczące czystości, takie jak w zastosowaniach medycznych lub wojskowych. Ten topnik jest bardzo aktywny, ale również silnie korozyjny, jeśli nie zostanie całkowicie i natychmiast usunięty po lutowaniu.
Typ lutowia |
Główny stop |
Typowe zastosowanie |
Główne korzyści |
Cyna-Ołów (SnPb) |
60/40, 63/37 |
Naprawa, stare urządzenia, audiofilskie |
Łatwy w użyciu, błyszczące i niezawodne złącza |
Bezołowiowy (SAC305) |
SnAgCu |
Wszystkie nowoczesne płytki PCB, zgodne z RoHS |
Eko-friendly, zgodne, dobra wytrzymałość |
Silver solder |
SnAg, SnAgCu |
Wysokiej klasy, wibracje/termiczne cyklowanie |
Wysoka przewodność, odporność na zmęczenie termiczne, wytrzymałość mechaniczna |
Rosyjne rdzeń |
Zmienia się |
Ogólna elektronika, naprawa |
Samofluksujące, czystsze złącza |
Bezczyszczący lut |
Zmienia się |
Produkcja, w której czyszczenie jest niemożliwe |
Minimalne pozostałości, dobre dla technologii SMT |
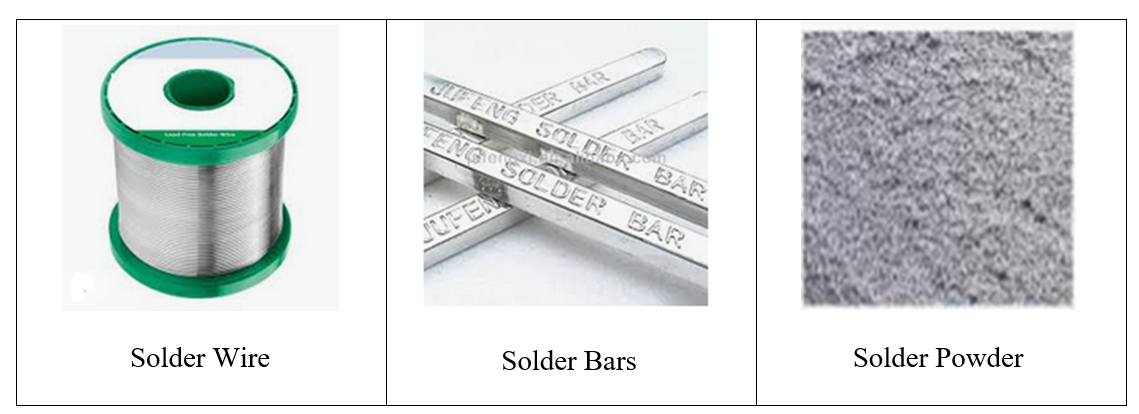
Fizyczna forma lutu bezpośrednio wpływa na proces operacyjny i efektywność. Wybór niewłaściwej formy może prowadzić do wad, nieefektywności i wyższych kosztów, niezależnie od jakości stopu.
Twoja technika, zakres projektu oraz złożoność obwodu decydują o odpowiedniej formie lutu. Pręt lutowniczy umożliwia precyzyjną, ręczną kontrolę – idealny do badań i rozwoju, prototypowania, napraw lub produkcji niskoseryjnej. Pastę lutowniczą stosuje się w przypadku lutowania nadmuchowego lub dokładnej pracy z elementami SMD. Bloczki lutu są przeznaczone do linii montażowych na skalę przemysłową. W pcbally pomagamy klientom dobrać optymalną formę na podstawie ich wielkości produkcji, rodzaju komponentów oraz wymagań jakościowych, zapewniając efektywność i opłacalność.

Żaden kompleksowy przewodnik dotyczący najlepszego lutu do płytek drukowanych nie byłby pełny bez omówienia fluksu – kluczowego składnika silnych i czystych połączeń lutowniczych.
Fluks usuwa tlenki z powierzchni metalowych przed i podczas lutowania. Bez fluksu lut nie przylega poprawnie, co prowadzi do słabej jakości połączeń lutowniczych lub przerw w obwodzie.
· Lotnictwo z rdzeniem żywicznym:
Zawiera naturalny żywicę z sosny; bardzo skuteczny w usuwaniu utlenienia.
Pozostawia pozostałości, które można usunąć alkoholem izopropylowym ze względu na długoterminową niezawodność lub względy estetyczne.
Tradycyjny i popularny w naprawach, sprzęcie audio oraz projektach amatorskich.
· Lotnictwo bezczyszczące:
Pozostawia niewielkie ilości lub żadnych pozostałości – ewentualne resztki zazwyczaj mogą zostać pozostawione na płytce. Istotne jest zweryfikowanie, czy pozostałość jest rzeczywiście niestrawna i nieprzewodząca w konkretnych warunkach eksploatacji produktu (np. wysoka wilgotność).
Idealny dla produkcji masowej, technologii SMT i elektroniki użytkowej, upraszcza etapy końcowe procesu.
· Topnik rozpuszczalny w wodzie:
Trafnie oczyszczany wodą, spełnia najwyższe standardy czystości, ale wymaga natychmiastowego przepłukania wodą. Ten fluks jest bardzo aktywny, ale również silnie żrący, jeśli nie zostanie całkowicie i szybko usunięty po lutowaniu.
Często stosowane w elektronice medycznej, wojskowej lub lotniczej, gdzie jakiekolwiek pozostałości są niedopuszczalne.

Wybór między lutem zawierającym ołów a bezolowowym jest być może najważniejszą i najbardziej mylącą decyzją dla każdego, kto chce wybrać najlepszy lut do następnego projektu płytki obwodu. Decyzja często narzucona jest przez przepisy, jednak zrozumienie konsekwencji technicznych jest kluczowe dla sukcesu.
Cechy |
Ołowiowe (cyna-ołów) |
Bezołowiowe (SAC, SnAgCu itp.) |
Temperatura topnienia |
183–190°C |
217–221°C |
Zgodny z RoHS |
Nie |
Tak |
Przewodnictwo elektryczne |
Doskonały |
Bardzo dobrze. |
Ułatwiona obsługa |
Bardzo łatwe |
Umiarkowany |
Zdrowie/Otoczenie |
Niebezpieczny |
Bezpieczniejsze. |
Wygląd złącza |
Błyszczący |
Nieco matowy |
Typowe zastosowanie |
Naprawy, stare urządzenia, audio |
Nowe projekty, produkcja seryjna |
Żaden kompletny przewodnik nie jest kompletny bez porad specyficznych dla marki! Oto nasze 8 najlepszych lutów do płyt obwodów, używanych przez profesjonalistów na całym świecie:
Marka |
Typ/forma lutowia |
Najlepszy dla |
Kester 44 Lut z rdzeniem żywicznym |
Cyna-Ołów, rdzeń żywiczny, drut |
Stare dobre, naprawa, audio, łatwe błyszczące połączenia |
Alpha Fry AT-31604 |
Cyna-Ołów, rdzeń żywiczny, drut |
Początkujący amatorzy, niski koszt, zastosowanie uniwersalne |
MG Chemicals 63/37 |
Cyna-olów, bezczyszczący, drut |
Naprawa, bez pozostałości, niezawodne wyniki |
WYCTIN 60/40 Przewód lutowniczy |
Cyna-Ołów, rdzeń żywiczny, drut |
Codzienne prototypowanie, edukacja |
Produkty lutownicze SRA, luty z rdzeniem żywicznym |
Cyna-Ołów, rdzeń żywiczny, drut |
Ogólne prace PCB, spójne wyniki |
Przewód lutowniczy Cardas |
Lut srebrny, rdzeń żywiczny, drut |
Audiofilia, wysoka częstotliwość, precyzyjna jakość dźwięku |
Harris Stay-Brite Lut srebrny |
Stopy srebra, drut/pręt |
Motoryzacja, wibracje, obwody wysokiej klasy |
Drut lutowniczy Worthington |
Cyna-Ołów, rdzeń żywiczny, drut |
Budżetowe, prototypowanie, szkoły |
Podjąć świadomą decyzję, dokładnie oceniając następujące punkty. Ta lista kontrolna stanowi systematyczne podejście do wyboru lutowia:
Przygotowanie stanowiska pracy:
Użyj maty antystatycznej i zapewnij dobre oświetlenie.
Włącz lutownicę z regulacją temperatury.
Czyszczenie elementów i padów:
Usuń utlenienia i nadmiar lutu za pomocą alkoholu izopropylowego oraz, w razie potrzeby, przewodu de-solterującego lub desoltera próżniowego.
Montaż elementów:
Ustaw pod odpowiednim kątem, aby pasowały do obwodu; upewnij się, że wyprowadzenia dobrze wpasowują się w otwory na płytce.
Nakładanie lutu:
Nagрей płytę i komponent za pomocą lutownicy, a następnie doprowadź drut lutowniczy lub nałóż pastę lutowniczą.
Lut powinien swobodnie przepływać i wchłaniać się w obie powierzchnie.
Użyj odpowiedniej ilości lutowia — zbyt mała ilość prowadzi do słabszych połączeń, zbyt duża tworzy nadmiar lutowia lub mostki.
Inspekcja lutowania:
Dobre połączenie lutownicze powinno być błyszczące i wklęsłe, bez igiełek ani kulek lutowia.
Sprawdź połączenia za pomocą lupy lub mikroskopu, aby zapewnić niezawodność złączy lutowniczych.
Czyszczenie po lutowaniu:
W razie potrzeby oczyść pozostałości lutowia alkoholem izopropylowym, szczególnie przy fluxach żywicznych lub rozpuszczalnych w wodzie.
Problem |
Prawdopodobna przyczyna |
Rozwiązanie |
Zimne złącze lutownicze |
Niska temperatura, brudny pad, pośpiech podczas lutowania |
Wyczyść pad, zwiększ temperaturę, przelutuj |
Mostek lutowniczy |
Zbyt dużo lutu, zbyt gruby drut lutowniczy |
Użyj spoidła kapilarnego/odsysacza, zmniejsz ilość lutu |
Słabe połączenie |
Ruchoma część, za mało lutu |
Bezpieczny element, ponownie rozgrzej/podgrzej połączenie |
Nadmiar resztek przepływu |
Wysokoaktywny lub nieoczyszczony przepływ |
Oczyść alkoholem izopropylowym |
Matowe połączenie |
Tani lut, niewłaściwa temperatura |
Użyj wysokiej jakości lutu, kontroluj stopień nagrzania |
Recyklinguj starą cynę, płytki obwodów drukowanych i odpady produkcyjne w odpowiedzialny sposób. Nawet cyny bezolowiowe mają wpływ na środowisko, dlatego zawsze minimalizuj ilość odpadów i bezpiecznie przechowuj chemikalia.
W produkcji elektronicznej wybór i stosowanie lutu to dziedzina łącząca naukę o materiałach, technologię procesów, doświadczenie praktyczne oraz poszanowanie dla środowiska. Prawidłowy wybór nie tylko umożliwia niezawodne połączenia elektryczne, ale stanowi również podstawę długotrwałej stabilnej pracy produktu – czy to innowacyjnej płytki IoT, klasycznego wzmacniacza, czy kontrolera samochodowego nowej generacji.
Jako zaufany partner produkcyjny, pcbally dobrze to rozumie. Niniejszy kompleksowy przewodnik to ostateczny poradnik wyboru i stosowania odpowiedniego lutu do Twojej płytki obwodu:
Mając tę wiedzę, możesz rozpocząć swój kolejny projekt płytki obwodu drukowanego—z pewnością, że połączenia elektryczne będą solidne i Twoje zespoły wytrzymają próbę czasu. Jeśli potrzebujesz profesjonalnej pomocy w doborze lutu lub w dowolnym aspekcie produkcji PCB, zespół techniczny pcbally zawsze jest gotowy, by Ci pomóc. Mając tę wiedzę, możesz z pewnością podjąć się swojego kolejnego projektu płytki obwodu drukowanego.
P: Jak wybrać najlepszy lut do mojego kolejnego projektu płytki drukowanej?
O: Zacznij od ustalenia, czy potrzebujesz lutu bezolowiowego (zgodnego z RoHS), typu komponentów (SMD czy przelotowe) oraz oczekiwanych obciążeń (audio, automotive, wysokie częstotliwości). Następnie wybierz rodzaj lutu, formę (drut, pasta, pręt), typ przepływu i średnicę najlepiej odpowiadające Twojej płytce.
P: Czy lut srebrny jest zawsze najlepszym lutem do płytek drukowanych?
S: Lot solderowy srebrny oferuje dużą wytrzymałość i lepszą przewodność, co jest przydatne w obwodach o wysokiej niezawodności, wysokiej częstotliwości lub dla melomanów, ale może być nadmiarem w prostych projektach.
P: Czy można mieszać typy lutów (ołowiowy i bezolowiowy) na tej samej płytce?
O: Najlepiej tego nie robić — mieszanie stopów może prowadzić do nieprzewidywalnych punktów topnienia i jakości połączeń. Na jednej płytce należy stosować jeden spójny typ lutu.
P: Czy średnica drutu lutowniczego ma znaczenie?
O: Tak! Grubszy drut lutowniczy służy do dużych elementów, połączeń mocy lub mas, natomiast cienki drut umożliwia precyzję przy montażu SMD i małych złączach.
P: Czy zawsze trzeba czyścić pozostałości po fluxie?
O: Jeśli używasz drutu lutowniczego z rdzeniem żywicznym, tak — czyść alkoholem izopropylowym. W przypadku lutu bezczyszczącego, czyść tylko w obszarach wymagających wysokiej niezawodności lub krytycznych pod względem wizualnym.
P: A co z czyszczeniem lub poprawianiem zespolonego obwodu?
O: Zawsze używaj specjalistycznego narzędzia, takiego jak desolderownik lub wysokiej jakości gąbki lutowniczej, aby usunąć niechciane lub nadmiarowe ilości lutu przed ponownym jego nałożeniem.
Pytanie: Jak długo utrzymuje się jakość lutu w przechowywaniu?
Odpowiedź: Przewód lutowniczy (przechowywany suchy i uszczelniony) utrzymuje się przez lata; pastę lutowniczą należy używać zgodnie z terminem podanym przez producenta (zwykle 6–12 miesięcy w lodówce).
