
Dans les domaines de la fabrication et de la réparation électronique, la qualité du soudage des cartes électroniques détermine directement les performances et la durée de vie des produits. Chez pcbally, nous avons constaté personnellement comment un mauvais choix de soudure entraîne des retravaux coûteux en fabrication de PCB, ce qui souligne l'importance cruciale de cette décision. Que vous soyez un passionné d'électronique en bricolage ou un professionnel de la fabrication de PCB, choisir la soudure la plus adaptée constitue la première ligne de défense contre les soudures froides et les faux contacts, garantissant des connexions électriques fiables, ce qui fait la différence entre un appareil électronique parfait et fiable et un appareil affecté par des soudures fragiles et des pannes coûteuses.
Fort de cette compréhension, et afin de répondre à la complexité fréquemment rencontrée dans le choix en milieu professionnel, pcbally a converti l'expérience accumulée dans ce domaine en un guide de sélection détaillé. Cet article couvrira systématiquement tous les aspects relatifs à la soudure pour cartes de circuits. Vous y trouverez tout ce que vous devez savoir sur le soudage des cartes de circuits, depuis les bases de ce qu'est une soudure, jusqu'aux 8 meilleures soudures pour projets électroniques, en passant par le choix de la soudure idéale pour votre prochaine assemblage, offrant ainsi un manuel de référence pratique. Nous examinerons chaque type de soudure pertinent — au plomb, sans plomb, à l'argent, âme résine, sans nettoyage, et bien d'autres — tout en vous fournissant des conseils pratiques et des recommandations d'experts. Si vous recherchez le guide ultime pour choisir la bonne soudure pour votre prochain projet de carte de circuit, ne cherchez plus !
Le soudure est bien plus que simplement de la « colle » dans l'assemblage de cartes de circuits imprimés (PCBA). Elle a une double mission : créer des interconnexions électriques et des liaisons mécaniques. Les processus de contrôle qualité de pcbally révèlent qu'un choix inadéquat de soudure—qu'il s'agisse de la composition de l'alliage, du type de flux ou de la quantité appliquée—conduit facilement à des problèmes tels que des soudures froides, des ponts de soudure ou des connexions peu fiables, pouvant entraîner une défaillance complète du produit. Au-delà des pannes immédiates, une soudure sous-optimale peut provoquer des défauts latents : des soudures qui passent les tests initiaux mais qui échouent prématurément sur le terrain en raison d'une résistance électrique accrue ou d'une sensibilité accrue à la fatigue thermique et aux vibrations. Par conséquent, comprendre et choisir correctement la soudure n'est pas seulement une compétence fondamentale en génie électronique, mais aussi un investissement dans la fiabilité à long terme et la réputation de votre produit.
Le soudures est un alliage métallique à bas point de fusion utilisé pour relier des composants électroniques aux pastilles de circuit en fondant, formant un joint solide après refroidissement. Sa caractéristique principale est un point de fusion inférieur à celui des métaux assemblés (comme le cuivre), permettant une connexion à basse température.
Les alliages de soudure pour l'électronique sont généralement composés d'étain et de plomb ou d'étain avec de l'argent et du cuivre (soudure sans plomb). Des proportions différentes d'éléments confèrent au soudure des propriétés d'écoulement, de résistance et de conductivité uniques. Par exemple, le ratio eutectique 63/37 étain-plomb possède un point de fusion précis, se solidifiant instantanément, ce qui simplifie la maîtrise du procédé. En revanche, les alliages non eutectiques comme le 60/40 présentent un intervalle plastique, les rendant plus sensibles aux perturbations pendant le refroidissement.
Lors du soudage, le soudures fondu, aidé par le flux, remplit les micro-espaces entre les broches des composants et les pastilles en cuivre. Après refroidissement et solidification, il assure à la fois la conduction électrique et l'ancrage mécanique. Le flux joue également un rôle essentiel en nettoyant chimiquement les surfaces. Cela permet au soudures fondu de bien les 'mouiller', c'est-à-dire de s'étendre uniformément et de former une interface continue plutôt que de former des gouttelettes.

Le choix du meilleur soudures pour cartes électroniques commence par la compréhension des différents types de soudures. Bien qu'il existe de nombreuses options spécifiques, la distinction la plus importante est entre les soudures avec plomb et sans plomb. On rencontre souvent des références aux deux types de soudures :
En fonction des exigences de nettoyage et du procédé, la soudure peut être divisée en catégories:
· Soudure à âme résineuse : Elle offre une grande polyvalence et une activité élevée. Bien que les résidus soient généralement isolants, ils sont collants et hygroscopiques, nécessitant souvent un nettoyage à l'alcool isopropylique pour des raisons de fiabilité à long terme ou d'esthétique.
· Soudure sans décapage : Résidus minimes et faible corrosivité, adaptée à la production de masse en technologie de montage en surface (SMT).
· Soudure à flux soluble dans l'eau : Les résidus peuvent être éliminés à l'eau, répondant à des exigences de propreté extrêmement strictes comme dans les applications médicales ou militaires. Ce flux est très actif, mais également fortement corrosif s'il n'est pas complètement et rapidement éliminé après le soudage.
Type de soudure |
Alliage principal |
Application typique |
Avantages clés |
Étain-Plomb (SnPb) |
60/40, 63/37 |
Réparation, appareils anciens, audiophile |
Facile à utiliser, joints brillants et fiables |
Sans plomb (SAC305) |
SnAgCu |
Tous les PCB modernes, conformes RoHS |
Écologique, conforme, bonne résistance |
Silver solder |
SnAg, SnAgCu |
Haut de gamme, vibrations/cycles thermiques |
Haute conductivité, résistance à la fatigue thermique, résistance mécanique |
Âme résineuse |
Varie |
Électronique générale, réparation |
Auto-fluxant, joints plus propres |
Soudure sans nettoyage |
Varie |
Production, où le nettoyage est impraticable |
Résidus minimes, adapté pour SMT |
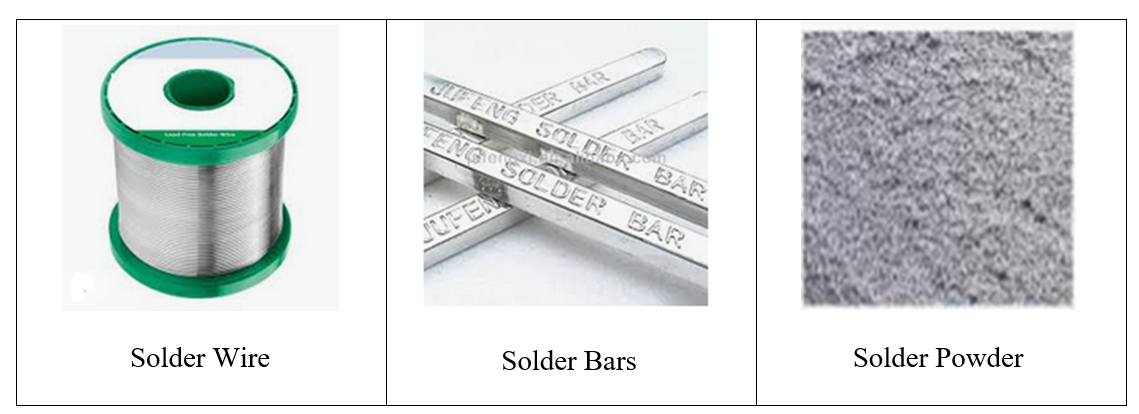
La forme physique de la soudure influence directement le processus opérationnel et l'efficacité. Le choix d'une forme inadaptée peut entraîner des défauts, une inefficacité et des coûts accrus, quelle que soit la qualité de l'alliage.
Votre technique, la portée du projet et la complexité du circuit déterminent la forme de soudure appropriée. Le fil de soudure permet un contrôle manuel précis, idéal pour la recherche et développement, la prototypage, la réparation ou une production à faible volume. La pâte à souder est utilisée pour tout ce qui implique un procédé de brasage par refusion ou des travaux précis sur composants SMD. Les barres de soudure sont destinées aux lignes d'assemblage industrielles. Chez pcbally, nous aidons nos clients à sélectionner la forme optimale en fonction de leur volume de production, du type de composants utilisés et de leurs exigences en matière de qualité, garantissant efficacité et rentabilité.

Aucun guide complet sur la meilleure soudure pour circuits imprimés ne serait complet sans aborder le flux — un ingrédient crucial pour des soudures solides et propres.
Le flux élimine les oxydes des surfaces métalliques avant et pendant le soudage. Sans flux, le soudeur n'adhère pas correctement, ce qui entraîne des soudures faibles ou des circuits ouverts.
· Soudure à âme résineuse :
Contient une résine naturelle provenant des pins ; très efficace pour éliminer l'oxydation.
Laisse un résidu qui peut être nettoyé à l'alcool isopropylique pour des raisons de fiabilité à long terme ou esthétiques.
Traditionnel et populaire pour les réparations, les projets audio et les loisirs.
· Soudure sans décapage :
Laisse peu ou pas de résidu — celui qui reste peut généralement rester sur la carte. Il est essentiel de vérifier que le résidu est vraiment non corrosif et non conducteur dans les conditions spécifiques d'utilisation de votre produit (par exemple, forte humidité).
Idéal pour la production en série, le montage en surface (SMT) et l'électronique grand public, simplifiant les étapes postérieures au processus.
· Flux soluble dans l'eau :
Nettoyé soigneusement à l'eau, répond aux normes de propreté les plus strictes, mais nécessite un nettoyage aqueux rapide. Ce flux est très actif, mais aussi fortement corrosif s'il n'est pas complètement et rapidement éliminé après le soudage.
Il est souvent utilisé dans les équipements électroniques médicaux, militaires ou aérospatiaux où tout résidu est inacceptable.

Le choix entre la soudure avec plomb et celle sans plomb est probablement la décision la plus critique et la plus déroutante pour quiconque souhaite sélectionner la meilleure soudure pour son prochain projet de carte de circuit. Ce choix est souvent dicté par la réglementation, mais comprendre les implications techniques est essentiel pour réussir.
Caractéristique |
À base de plomb (étain-plomb) |
Sans plomb (SAC, SnAgCu, etc.) |
Point de fusion |
183–190°C |
217–221°C |
Conforme RoHS |
Non |
Oui |
Conductivité électrique |
Excellent |
Très bon |
Facile à utiliser |
Très facile |
Modéré |
Santé/Environnement |
Dangereux |
Plus sûr |
Apparence de la soudure |
Brillant |
Légèrement mate |
Utilisation typique |
Réparations, équipements anciens, audio |
Nouveaux projets, production de masse |
Aucun guide complet n'est complet sans des conseils spécifiques aux marques ! Voici nos 8 meilleures soudures pour cartes électroniques, utilisées par des professionnels du monde entier :
Marque |
Type/forme de soudure |
Idéal pour |
Kester 44 Soudure à âme résineuse |
Étain-plomb, âme résineuse, fil |
Usage classique, réparation, audio, joints brillants faciles |
Alpha Fry AT-31604 |
Étain-plomb, âme résineuse, fil |
Débutant bricolage, faible coût, usage général |
MG Chemicals 63/37 |
Étain-Plomb, sans nettoyage, fil |
Réparation, sans résidu, résultats fiables |
Fil à souder WYCTIN 60/40 |
Étain-plomb, âme résineuse, fil |
Prototypage quotidien, éducation |
Produits de soudure SRA, fil à âme résineuse |
Étain-plomb, âme résineuse, fil |
Travaux généraux sur PCB, résultats constants |
Fil à souder Cardas |
Soudure argentée, âme résineuse, fil |
Audiophile, haute fréquence, audio de précision |
Soudure argentée Harris Stay-Brite |
Alliage argenté, fil/barre |
Automobile, vibrations, circuits haut de gamme |
Fil à souder Worthington |
Étain-plomb, âme résineuse, fil |
Budget limité, prototypage, écoles |
Faites un choix éclairé en évaluant de manière complète les points suivants. Cette liste de vérification constitue une approche systématique pour le choix de l'étain :
Préparation du poste de travail :
Utilisez un tapis anti-statique et une bonne illumination.
Allumez un fer à souder à température réglable.
Nettoyage des composants et des pastilles :
Éliminez l'oxydation et l'excès de soudure à l'aide d'alcool isopropylique et, si nécessaire, d'une mèche à souder ou d'une pompe à dessouder.
Placement des composants :
Ajustez l'angle du composant pour qu'il s'insère correctement dans les trous de la carte électronique.
Application de la soudure :
Chauffez la pastille et le composant avec le fer, puis appliquez le fil de soudure ou la pâte à souder.
Le soudures doit s'écouler uniformément et mouiller les deux surfaces.
Utilisez la quantité appropriée de soudure appliquée — trop peu donne des soudures faibles, trop beaucoup crée un excès de soudure ou des ponts.
Inspection de la soudure :
Une bonne soudure doit être brillante et concave, sans stalactites ni boules de soudure.
Inspectez à l'aide d'une loupe ou d'un microscope pour des soudures fiables.
Nettoyage après soudage :
Nettoyez les résidus de soudure à l'alcool isopropylique si nécessaire, en particulier en cas d'utilisation de flux colophane ou soluble dans l'eau.
Problème |
Cause probable |
Solution |
Joint de soudure froid |
Température basse, pastille sale, soudage précipité |
Nettoyer la pastille, augmenter la température, ressouder |
Pont de soudure |
Excès de soudure appliqué, soudure trop épaisse |
Utiliser une mèche ou une pompe à dessouder, appliquer moins |
Joint faible |
Pièce mobile, pas assez de soudure |
Composant mal fixé, réchauffer/réhumidifier le joint |
Résidu de flux excessif |
Flux à haute activité ou non nettoyé |
Nettoyer avec de l'alcool isopropylique |
Joint terne |
Soudure de mauvaise qualité, température incorrecte |
Utiliser une soudure de haute qualité, contrôler le fer |
Recyclez de manière responsable les anciennes soudures, les cartes de circuit et les déchets de fabrication. Même les soudures sans plomb ont un impact environnemental, veillez donc à toujours réduire les déchets au minimum et à stocker les produits chimiques en toute sécurité.
Dans la fabrication électronique, le choix et l'application de la soudure constituent une discipline qui allie science des matériaux, technologie de processus, expérience pratique et respect de l'environnement. Le bon choix permet non seulement d'établir des connexions électriques fiables, mais constitue également la base du fonctionnement stable à long terme du produit, qu'il s'agisse d'une carte IoT innovante, d'un amplificateur vintage ou d'un contrôleur automobile de nouvelle génération.
En tant que partenaire de fabrication de confiance, pcbally comprend parfaitement cela. Et ce guide complet est votre référence ultime pour choisir et utiliser la bonne soudure pour votre circuit :
Avec cette connaissance, vous êtes prêt à entreprendre votre prochain projet de carte de circuit — en sachant que vos connexions électriques seront solides et que vos assemblages résisteront à l'épreuve du temps. Si vous avez besoin d'un soutien professionnel dans le choix de la soudure ou dans toute fabrication de PCB, l'équipe technique de pcbally est toujours prête à vous aider. Avec cette connaissance, vous pouvez aborder votre prochain projet de carte de circuit en toute confiance.
Q : Comment choisir la meilleure brasure pour mon prochain projet de carte électronique ?
R : Commencez par déterminer si vous avez besoin d'une brasure conforme à la directive RoHS (sans plomb), le type de composants (SMD ou montage traversant) et les charges prévues (audio, automobile, haute fréquence). Ensuite, choisissez le type de brasure, sa forme (fil, pâte, barre), le flux et le diamètre qui conviennent le mieux à votre circuit.
Q : La brasure à l'argent est-elle toujours la meilleure option pour les cartes électroniques ?
A : Le brasure d'argent offre une grande résistance et une conductivité supérieure, ce qui est utile pour les circuits à haute fiabilité, à haute fréquence ou destinés aux audiophiles, mais peut être excessif pour des projets basiques.
Q : Puis-je mélanger différents types de brasure (avec et sans plomb) sur la même carte ?
A : Il est préférable de ne pas le faire — mélanger des alliages peut entraîner des points de fusion imprévisibles et une qualité de soudure inégale. Utilisez un seul type de brasure par carte.
Q : Le diamètre du fil de brasure a-t-il de l'importance ?
A : Oui ! Un fil de brasure plus épais est destiné aux composants volumineux, aux connexions d'alimentation ou aux masses ; un fil plus fin permet une précision accrue pour les travaux SMD et les petits joints.
Q : Dois-je toujours nettoyer les résidus de flux ?
A : Si vous utilisez un fil de brasure à âme résine, oui — nettoyez avec de l'alcool isopropylique. Avec un brasure dit « sans nettoyage », nettoyez uniquement dans les domaines exigeant une haute fiabilité ou une apparence critique.
Q : Et pour le nettoyage ou la retouche d'un circuit déjà soudé ?
A : Utilisez toujours un outil spécialisé comme une pompe à dessouder ou une mèche à dessouder de bonne qualité pour enlever le brasure indésirable ou en excès avant de réappliquer du brasure.
Q : Combien de temps le flux de qualité dure-t-il en stockage ?
R : Le fil à souder (stocké au sec et scellé) dure pendant des années ; la pâte à souder doit être utilisée dans le délai indiqué par le fabricant (généralement 6 à 12 mois sous réfrigération).
