Snabblänkar

Inom elektronisk tillverkning och reparation avgör kvaliteten på kretskortslödningen direkt produktets prestanda och livslängd. Hos pcbally har vi sett med egna ögon hur dåliga val av lödmedel leder till kostsam omarbete i PCB-tillverkning – vilket förstärker hur kritisk denna beslut är. Oavsett om du är en hobbyelektronikentusiast eller en professionell inom PCB-tillverkning är valet av det mest lämpliga lödmedlet den första försvarslinjen mot kalla kopplingar och falsk lödning, och säkerställer tillförlitliga elektriska anslutningar, vilket kan göra skillnaden mellan en felfri, pålitlig elektronisk enhet och en drabbad av svaga lödfogar och kostsamma fel.
Utifrån denna förståelse, och för att hantera den vanliga komplexitet som uppstår vid val i praktiskt arbete, har pcbally omvandlat den erfarenhet som har samlats inom detta område till denna detaljerad urvalsguide. Denna artikel kommer systematiskt att täcka alla aspekter av lödning för kretskort. Här hittar du allt du behöver veta om att löda kretskort, från grunderna i vad lödning är, till de 8 bästa lödmedel för kretskortsprojekt, till hur du väljer det ideal lödmedel för din kommande montering, och ger dig en praktisk referensmanual. Vi kommer att utforska varje relevant typ av lödmedel – blybaserat, blyfritt, silver, med rostkärna, utan rengöring och mer – samtidigt som vi ger dig praktiska tips och expertråd. Om du letar efter den ultimativa guiden för att välja rätt lödmedel till ditt kommande kretskortsprojekt, leta inte längre!
Soldering är långt ifrån bara "lim" i monteringen av kretskort (PCBA). Det har den dubbla uppgiften att skapa elektriska förbindelser och mekaniska fogar. Kvalitetskontrollprocesser hos pcbally visar att felaktigt val av soldering—vare sig gäller legeringssammansättning, flösmedelstyp eller mängd applicerad soldering—lätt kan leda till problem som kalla lödfogar, solderytor eller opålitliga anslutningar, vilket potentiellt kan orsaka total produktfel. Utöver omedelbar funktionsbrott kan suboptimal soldering leda till latenta defekter—fogar som klarar initial testning men går sönder i fält p.g.a. ökad elektrisk resistans eller sårbarhet mot termisk trötthet och vibration. Därför är förståelse och korrekt val av soldering inte bara en grundläggande färdighet inom elektronikteknik, utan också en investering i produkten långsiktiga pålitlighet och rykte.
Lod är en läglegering med låg smältpunkt som används för att fästa elektroniska komponenter till kretskortsplattor genom att smälta och bilda en fast loddad förbindelse vid avkylning. Dess viktigaste egenskap är en smältpunkt lägre än de metaller som skall sammanfogas (till exempel koppar), vilket möjliggör anslutning vid låg temperatur.
Lodlegeringar för elektronik är vanligtvis en blandning av tenn och bly eller tenn med silver och koppar (blyfritt lod). Olika andelar av element ger legeringen unika flödsegenskaper, hållfasthet och ledningsförmåga. Till exempel har den eutektiska 63/37-legeringen av tenn-bly en bestämd smältpunkt och stelnar omedelbart, vilket förenklar processstyrning. I motsats till detta har icke-eutektiska legeringar som 60/40 ett plastiskt område, vilket gör dem mer känsliga för störningar under avkylning.
Under lödning fyller smält lödmedel, med hjälp av flussmedel, de mikroskopiska mellanrummen mellan komponentben och kopparplattor. När det svalnar och stelnar uppnås både elektrisk ledning och mekanisk förankring. Flussmedlet spelar också en avgörande roll genom att kemiskt rengöra ytor. Detta gör att det smälta lödmedlet kan 'våta' dem effektivt, vilket innebär att det sprider sig jämnt och bildar ett sammanhängande gränssnitt istället för att klumpas ihop

Att välja det bästa lödmedlet för kretskort börjar med att förstå olika typer av lödmedel. Även om det finns många specialalternativ är den viktigaste skillnaden mellan blybaserat och blyfritt lödmedel. Du kommer ofta att se hänvisningar till de två typerna av lödmedel:
Baserat på rengöringskrav och process kan lödmaterial ytterligare kategoriseras:
· Kolofoniumkärnlödning: Erbjuder hög mångfald och aktivitet. Även om restprodukten vanligtvis är isolerande är den klibbig och fuktkännlig, vilket ofta kräver rengöring med isopropylalkohol för långsiktig pålitlighet eller estetiska skäl.
· No-Clean-lödning: Minimal, lågkorrosiv restprodukt, lämplig för massproduktion med Surface Mount Technology (SMT).
· Vattenlöslig flödesmedelslödning: Restprodukten kan tas bort med vatten, vilket uppfyller extremt höga renhetskrav som inom medicinska eller militära tillämpningar. Detta flödesmedel är mycket aktivt men också mycket korrosivt om det inte avlägsnas fullständigt och omedelbart efter lödningen.
Typ av lödmedel |
Huvudlegering |
Typisk tillämpning |
Viktiga fördelar |
Tenn-bly (SnPb) |
60/40, 63/37 |
Reparation, äldre teknik, audiophil |
Lättanvänd, blanka och pålitliga fogar |
Blyfritt (SAC305) |
SnAgCu |
Alla moderna PCB, RoHS |
Ekologisk, överensstämmande, god hållfasthet |
Silver solder |
SnAg, SnAgCu |
Högpresterande, vibrations/termiska cykler |
Hög ledningsförmåga, motståndskraft mot termisk utmattning, mekanisk hållfasthet |
Rosininnehållande kärna |
Varierar |
Allmän elektronik, reparation |
Självflödande, renare fogar |
No-Clean-lod |
Varierar |
Produktion där rengöring är opraktisk |
Minimal rest, bra för SMT |
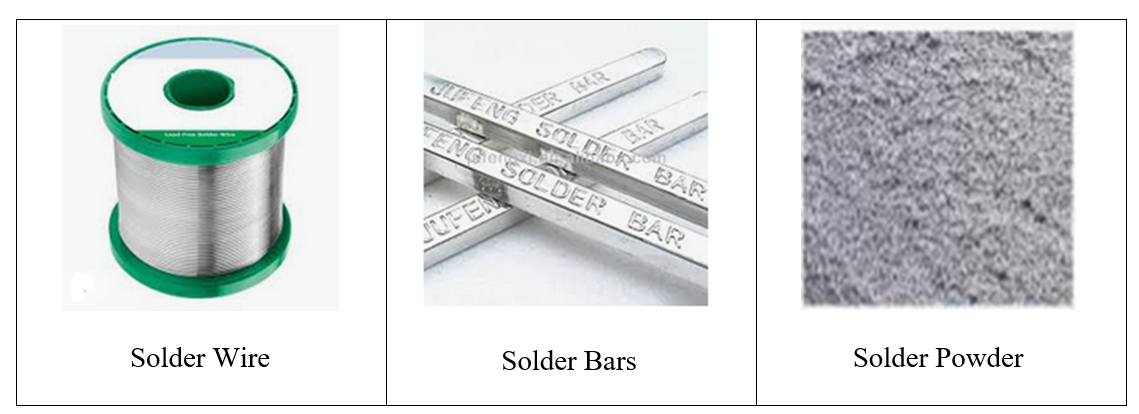
Lödets fysiska form påverkar direkt arbetsprocessen och effektiviteten. Fel vald form kan leda till defekter, ineffektivitet och ökade kostnader, oavsett legeringens kvalitet.
Din teknik, projektomfång och kretskomplexitet avgör vilken lödform som är rätt. Lödtråd möjliggör exakt manuell kontroll – idealiskt för R&D, prototyputveckling, reparation eller låg volymproduktion. Lödpasta används vid allt som innebär reflow-lödning eller precisionsarbete med SMD-komponenter. Lödstavar används i industriell skala på monteringslinor. Hos pcbally hjälper vi kunder att välja optimal form utifrån deras produktionsvolym, komponentblandning och kvalitetskrav, vilket säkerställer effektivitet och kostnadseffektivitet.

Ingen omfattande guide om den bästa soldern för kretskort är komplett utan en genomgång av flösmedel – en avgörande ingrediens för starka och rena solderförband.
Flux tar bort oxider från metallytor före och under lödning. Utan flux kommer lödningen inte att fästa ordentligt, vilket resulterar i svaga lödfogar eller öppna kretsar.
· Kolofoniumkärnlödning:
Innehåller naturlig hart från tallträd; mycket effektiv för att ta bort oxidation.
Lämnar efter sig rester som kan rengöras med isopropylalkohol för långsiktig pålitlighet eller estetiska skäl.
Traditionell och populär för reparation, ljudutrustning och hobbyprojekt.
· No-Clean-lödning:
Lämnar kvar minimala eller inga rester – eventuella återstående rester kan vanligtvis lämnas kvar på kretskortet. Det är viktigt att verifiera att resterna verkligen är icke-korrosiva och icke-ledande under din produkts specifika driftsförhållanden (t.ex. hög fuktighet).
Idealisk för massproduktion, SMT och konsumentelektronik, vilket förenklar efterföljande processsteg.
· Vattenlöslig flödesmedel:
Tillräckligt rengjord med vatten, uppfyller de högsta kraven på renlighet, men kräver snabb vattenbaserad rengöring. Denna flux är mycket aktiv men också mycket korrosiv om den inte tas bort fullständigt och omedelbart efter lödning.
Den används ofta inom medicinsk, militär eller luft- och rymdteknik där några rester är oacceptabla.

Att välja mellan blybaserat och blyfritt lödmaterial är troligen det viktigaste och mest förvirrande beslutet för alla som vill välja det bästa lödmaterialet för sitt nästa kretskortsprojekt. Valet styrs ofta av regleringar, men att förstå de tekniska konsekvenserna är avgörande för framgång.
Funktion |
Blybaserat (tenn-bly) |
Blyfritt (SAC, SnAgCu, etc.) |
Smältpunkt |
183–190°C |
217–221°C |
RoHS-kompatibel |
Nr |
Ja |
Elektrisk ledningsförmåga |
Excellent |
Mycket Bra |
Användarvänlig |
Mycket enkelt |
Moderat |
Hälsa/Miljö |
Farlig |
Säkrare |
Fogutseende |
Glänsande |
Lätt matt |
Typiskt bruk |
Reparationer, äldre system, audio |
Nya projekt, massproduktion |
Ingen komplett guide är komplett utan märkesspecifika råd! Här är våra 8 bästa lödmedel för kretskort, använda av professionella världen över:
Varumärke |
Lödtyp/Form |
Bäst för |
Kester 44 Rosin Core Solder |
Tenn-Bly, Rosinkärna, Tråd |
Legender, reparation, ljud, enkel polering av legeringar |
Alpha Fry AT-31604 |
Tenn-Bly, Rosinkärna, Tråd |
Hobbybrukare, låg kostnad, allmänt ändamål |
MG Chemicals 63/37 |
Tenn-bly, rengöringsfritt, tråd |
Reparation, inget restmaterial, tillförlitliga resultat |
WYCTIN 60/40 Soldertråd |
Tenn-Bly, Rosinkärna, Tråd |
Varjedagsprototypning, utbildning |
SRA solderingsprodukter Kolborgets kärna Solder |
Tenn-Bly, Rosinkärna, Tråd |
Allmänt arbete med kretskort, konsekventa resultat |
Cardas solderingstråd |
Silverlödning, kolborgets kärna, tråd |
Högpresterande ljud, högfrekvent, precision i ljudutrustning |
Harris Stay-Brite Silverlödning |
Silverlegering, tråd/stav |
Bilindustri, vibration, högpresterande kretsar |
Worthington soldertext |
Tenn-Bly, Rosinkärna, Tråd |
Budget, prototypframställning, skolor |
Gör ett välgrundat val genom att omfattande utvärdera följande punkter. Den här checklisten fungerar som en systematisk metod för urval av lödmedel:
Arbetsplatsförberedelse:
Använd en antistatisk matta och bra belysning.
Slå på ett temperaturreglerat lödjärn.
Rengöring av komponenter och padar:
Ta bort oxidation och överskottslod med isopropylalkohol och, om nödvändigt, lodväv eller en lodmaskin.
Placering av komponenter:
Vinkla så att den passar kretsen; se till att ledarna passar ordentligt i kretskortshålen.
Applicering av lod:
Värm platta och komponent med lödjetten, sedan mata till lödtråd eller applicera lödpasta.
Löd ska flöda jämnt och sugas ut över båda ytor.
Använd rätt mängd påförd löd – för lite ger svaga lödfogar, för mycket skapar överskott av löd eller broar.
Lödinspektion:
En bra lödfog bör vara blank och konkav, utan stalaktiter eller lödkulor.
Granska med förstoringsglas eller mikroskop för tillförlitliga lödfogar.
Rengöring efter lödning:
Rengör lödrester med isopropylalkohol vid behov, särskilt vid användning av kolofonium eller vattenlöslig fluss.
Problem |
Trolig orsak |
Lösning |
Kall lödfog |
Låg temperatur, smutsig pad, för snabb lödning |
Rengör pad, höj temperatur, löd om |
Lödbrygga |
För mycket löd applicerat, för tjockt löd |
Använd löddopp/tratt, använd mindre |
Svagt sammanfogat |
Rörlig del, otillräckligt med lod |
Säkra komponenten, värme om/löd om |
Överskott av flussrester |
Högaktivt eller orenat fluss |
Rengör med isopropylalkohol |
Matt fog |
Billigt lod, fel temperatur |
Använd högkvalitativt lod, kontrollera lödkolv |
Återvinn gamla lödmaterial, kretskort och tillverkningsavfall ansvarsfullt. Även blyfria lödmaterial har miljöpåverkan, så minimera alltid avfallet och förvara kemikalier säkert.
Inom elektronikproduktion är val och användning av lödmaterial en disciplin som kombinerar materialvetenskap, procesteknik, praktisk erfarenhet och respekt för miljön. Rätt val möjliggör inte bara tillförlitliga elektriska anslutningar utan är också grundläggande för produktens långsiktiga stabila drift – oavsett om det handlar om ett innovativt IoT-kort, en vintageförstärkare eller en nästa generations automationskontroller.
Som din pålitliga tillverkningspartner förstår pcbally detta djupt. Denna omfattande guide är din ultimata vägledning för att välja och använda rätt lödmaterial för din krets:
Med denna kunskap är du redo att påbörja ditt nästa kretskortprojekt – med tillförsikt om att dina elektriska anslutningar kommer att vara starka och att dina monterade komponenter kommer att klara provet av tiden. Om du behöver professionell support gällande val av lödmaterial eller något annat inom PCB-tillverkning, är pcballys tekniska team alltid redo att hjälpa dig. Med denna kunskap kan du självsäkert ta dig an ditt nästa kretskortprojekt.
F: Hur väljer jag det bästa lödmedlet för mitt nästa kretskortprojekt?
S: Börja med att avgöra om du behöver RoHS (blyfritt lödmedel), vilken typ av komponenter (SMD eller genomgående hål) och den förväntade belastningen (ljud, bil, högfrekvent). Välj sedan lödmedelstyp, form (tråd, pasta, stav), fluss och diameter som bäst passar din krets.
F: Är silverlödning alltid det bästa lödmedlet för kretskort?
A: Silverlöd ger styrka och överlägsen ledningsförmåga, användbart för högprestanda, högfrekventa eller audiobaserade kretsar, men kan vara överdimensionerat för enkla projekt.
F: Kan jag blanda olika typer av löd (blybaserat och blyfritt löd) på samma kretskort?
A: Det är bäst att inte göra det – att blanda legeringar kan leda till oförutsägbara smältpunkter och ojämna lödfogar. Använd en konsekvent typ av löd per kretskort.
F: Spelar lödtrådens diameter någon roll?
A: Ja! Tjockare lödtråd används för stora komponenter, strömförbindelser eller jordanslutningar; tunnare lödtråd möjliggör precision vid arbete med SMD och små fogar.
F: Måste jag alltid rengöra flussrester?
A: Om du använder rostindikerande lödtråd, ja – rengör med isopropylalkohol. Med 'no-clean'-löd behöver du bara rengöra i områden där hög pålitlighet eller visuell kvalitet är viktig.
F: Vad gäller rengöring eller omarbete av en redan lödad krets?
A: Använd alltid ett specialverktyg som en löddammsugare eller högkvalitativ lödväv för att ta bort oönskad eller överflödig löd innan du applicerar nytt löd.
Q: Hur länge håller kvalitetslodning i förvaring?
A: Lodtråd (förvarad torr och förseglad) håller i år; lodpasta bör användas inom tillverkarens angivna tid (vanligtvis 6–12 månader kyld)
