Hitri povezave

Na področju proizvodnje in popravila elektronike neposredno vpliva kakovost vpadanja tiskanih vezij na zmogljivost in življenjsko dobo izdelka. Pri pcbally smo osebno priča, kako slab izbor lota vodi do dragocenega popravljanja v proizvodnji tiskanih vezij – kar dodatno poudarja, kako pomembna je ta odločitev. Bilo da ste navdušenec za elekroniko ali strokovnjak v proizvodnji tiskanih vezij, izbira najprimernejšega lota je prva vrsta obrambe proti hladnim spojih in lažnim vpadanjem, saj zagotavlja zanesljive električne povezave, kar pomeni razliko med brezhibnim, zanesljivim elektronskim napravo in napravo, ki trpi zaradi šibkih vpadov in dragih okvar.
Na podlagi tega razumevanja in za reševanje pogosto srečane zapletenosti pri izbiri v praksi je podjetje pcbally preoblikovalo izkušnje, nabrane na tem področju, v ta podrobni vodnik po izbiri. Članek sistematično obravnava vse vidike lemilnega kosa za tiskane vezje. Tukaj boste našli vse, kar morate vedeti o lemljenju tiskanih vezij, od osnov, kaj je lemilni kos, do 8 najboljših lemilnih kosov za projekt s tiskanimi vezji, ter izbiro najprimernejšega lemilnega kosa za vaš naslednji sestav. Na voljo bomo dali praktični referenčni priročnik. Preučili bomo vsako pomembno vrsto lemilnega kosa – s svincem, brez svinka, s srebrnim jedrom, z jedrom smole, brez čiščenja in druge – hkrati pa vas bomo opremili s praktičnimi nasveti in strokovnimi priporočili. Če iščete končni vodnik za izbiro pravega lemilnega kosa za vaš naslednji projekt s tiskanim vezjem, potem iščite ne naprej!
Lotenje je v sestavljanju tiskanih vezij (PCBA) veliko več kot le »lepilo«. Ima dvojno nalogo ustvariti električne povezave in mehanske spoje. Kontrolni procesi kakovosti podjetja pcbally kažejo, da neustrezen izbor lota – bodisi glede na sestavo zlitine, vrsto toka ali količino uporabe – lahko preprosto povzroči težave, kot so hladni lotni spoji, mostovi lota ali nенadzorovane povezave, kar lahko vodi do popolnega odpovedanja izdelka. Poleg takojšnjega odpovedanja lahko suboptimalen izbor lota povzroči skrite napake – spoje, ki prestojijo začetno testiranje, vendar predčasno odpovejo v praksi zaradi povečanega električnega upora ali občutljivosti na toplotno utrujenost in vibracije. Zato razumevanje in pravilen izbor lota ni le osnovna spretnost v elektrotehničnem inženirstvu, temveč tudi investicija v dolgoročno zanesljivost in ugled vašega izdelka.
Lem je zlitina kovin z nizko točko taljenja, ki se uporablja za povezovanje elektronskih komponent s ploščicami na tiskanem vezju s taljenjem, pri čemer tvori trdno zvarjeno spojko ob ohlajanju. Njegova ključna lastnost je nižja točka taljenja od kovin, ki jih povezuje (npr. baker), kar omogoča povezovanje pri nizkih temperaturah.
Zlitine lemov za elektroniko so ponavadi mešanica kositerja in svina ali kositerja s srebrnim in bakrom (brezsvinčni lem). Različni razmerji elementov dajejo lemu edinstvene lastnosti tokokroga, trdnost in prevodnost. Na primer, eutektično razmerje 63/37 kositer-svin ima ločeno točko taljenja in se takoj strdi, kar poenostavi nadzor procesa. Nasprotno pa imajo neeutektične zlitine, kot je 60/40, plastično območje, zaradi česar so ob ohlajanju bolj občutljive na motnje.
Med vpenjanjem se taljeni kalaj s pomočjo oksida zapolni mikroskopske režo med izvodi komponent in bakrenimi ploščicami. Ob ohlajanju in strjevanju omogoči tako električno prevodnost kot tudi mehansko sidranje. Oksid tukaj igra pomembno vlogo, saj kemično očisti površine. To omogoči, da se taljeni kalaj učinkovito 'navlaži', kar pomeni, da se enakomerno razporedi in oblikuje neprekinjen vmesnik, namesto da se nabira v kapljicah

Izbira najboljšega kalaja za tiskane vezje se začne s poznavanjem vrst kalaja. Čeprav obstaja veliko posebnih možnosti, je najpomembnejša razlika med kalajem na osnovi svinca in brezsvinčnim kalajem. Pogosto boste naleteli na oznake dveh vrst kalaja:
Glede na zahteve glede čiščenja in postopka se spajk lahko dodatno kategorizira:
· Lot z jedrom smole: ponuja visoko univerzalnost in aktivnost. Čeprav je ostanki praviloma izolirajoči, so lepljivi in higroskopični, kar pogosto zahteva čiščenje z izopropil alkoholom zaradi dolgoročne zanesljivosti ali estetskih razlogov.
· Lot brez čiščenja: minimalni ostanki z nizko korozivnostjo, primerni za masovno proizvodnjo s tehnologijo površinskega montažiranja (SMT).
· Lot z vodotopnim toplilnim sredstvom: ostanke je mogoče odstraniti z vodo, kar ustreza zelo visokim zahtevam glede čistosti, kot na primer v medicinskih ali vojaških aplikacijah. To toplilno sredstvo je zelo aktivno, vendar tudi zelo korozivno, če ga po spajanju ne odstranimo popolnoma in takoj.
Vrsta lepila |
Glavna zlitina |
Tipična uporaba |
Ključne prednosti |
Cin-svinčena (SnPb) |
60/40, 63/37 |
Popravila, starejše naprave, avdiofilsko opremo |
Enostavna uporaba, sijajni in zanesljivi spoji |
Brez svinca (SAC305) |
SnAgCu |
Vsi sodobni tiskani vezji, RoHS |
Okolju prijazno, skladno, dobra trdnost |
Srebrno lot |
SnAg, SnAgCu |
Visokonadzorni, vibracije/termično cikliranje |
Visoka električna prevodnost, odpornost na termično utrujanje, mehanska trdnost |
Smolno jedro |
Se spreminja |
Splošna elektronika, popravila |
Samotok, čistejši spoji |
Brezzaključno lemilno sredstvo |
Se spreminja |
Proizvodnja, kjer je čiščenje nepraktično |
Minimalni ostanki, primerno za SMT |
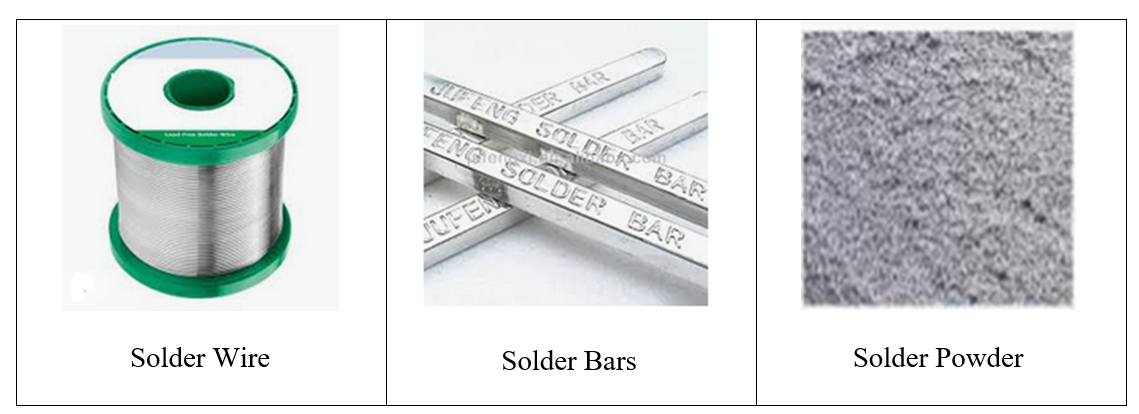
Fizična oblika lemilnega srebra neposredno vpliva na proces in učinkovitost dela. Izbor napačne oblike lahko povzroči napake, neučinkovitost in povečane stroške, ne glede na kakovost zlitine.
Vaša tehnika, obseg projekta in zapletenost vezja določajo najprimernejšo obliko lota. Lota v žici omogoča natančno ročno upravljanje – idealno za raziskave in razvoj, izdelavo prototipov, popravila ali proizvodnjo v majhnih količinah. Lota v pasti se uporablja pri reflow solderiranju ali natančnem delu z SMD komponentami. Lota v palicah se uporablja na industrijskih sestavnih linijah. Pri pcbally pomagamo strankam izbrati optimalno obliko glede na količino proizvodnje, mešanico komponent in zahteve po kakovosti, s čimer zagotavljamo učinkovitost in ekonomičnost.

Noben celovit vodnik po najboljši soli za tiskana vezja ne bi bil popoln, ne da bi omenili tok – ključno sestavino močnih in čistih lemenih spojev.
Fluks odstrani okside s površin kovin pred in med lotenjem. Brez fluksa se lot ne bo pravilno zlepljal, kar pomeni šibke zlepe ali odprte tokokroge.
· Lot z jedrom smole:
Vsebuje naravno smolo iz borovih dreves; zelo učinkovit pri odstranjevanju oksidacije.
Pusti ostankov, ki jih je mogoče odstraniti z izopropil alkoholom zaradi dolgoročne zanesljivosti ali estetskih razlogov.
Tradicionalen in priljubljen za popravila, avdio in hobijastirske projekte.
· Lot brez čiščenja:
Pusti zelo malo ali nič ostankov – preostali ostanki so lahko običajno pustiti na tiskanem vezju. Zelo pomembno je preveriti, da ostanki res niso korozivni in nevoden pod specifičnimi obratovalnimi pogoji vašega izdelka (npr. visoka vlažnost).
Idealen za serijsko proizvodnjo, SMT in potrošniško elektroniko, poenostavi postopke po procesu.
· Vodotopno toplilno sredstvo:
Temeljito očiščeno z vodo, ustreza najvišjim standardom čistosti, vendar zahteva takojšnjo vodno čiščenje. Ta talilni sredstvo je zelo aktivno, vendar tudi zelo korozivno, če ga po spajanju ne odstranimo popolnoma in takoj.
Pogosto se uporablja za medicinsko, vojaško ali letalsko elektroniko, kjer so ostanki neprijetni.

Izbira med kalajem z olovom in brezolovnim kalajem je morda najpomembnejša in najbolj zavajajoča odločitev za vsakoga, ki želi izbrati najboljši kalaj za naslednji projekt tiskanega vezja. Izbira je pogosto diktirana s predpisi, razumevanje tehničnih posledic pa je ključno za uspeh.
Značilnost |
Na osnovi olova (kositer-olovo) |
Brez olova (SAC, SnAgCu itd.) |
Topišče |
183–190°C |
217–221°C |
Usklajen z RoHS |
NE |
Da |
Električne prevodnosti |
Odlično |
Zelo dobro |
Uporabniško prijaznost |
Zelo enostavno |
Umeren |
Zdravje/Okolje |
Opasan |
Varnejši. |
Izgled spoja |
Leskle |
Nekoliko toplo |
Tipična uporaba |
Popravila, dediščina, avdio |
Novi projekti, serijska proizvodnja |
Brez popolnega vodnika ni popolno brez nasvetov glede na blagovne znamke! Tukaj je naših osem najboljših levov za tiskane plošče, ki jih uporabljajo strokovnjaki po vsem svetu:
Znamka |
Vrsta oblike lemu |
Najbolj Prilostovit Za |
Kester 44 Rosin Core Solder |
Svinčeni kalj, rožinasti jedro, žica |
Dediščina, popravila, avdio, enostavni sijajni spoji |
Alpha Fry AT-31604 |
Svinčeni kalj, rožinasti jedro, žica |
Začetniški DIY, nizka cena, splošna uporaba |
MG Chemicals 63/37 |
Kositer-Olovo, brez čiščenja, žica |
Popravilo, brez ostankov, zanesljivi rezultati |
WYCTIN 60/40 Solder Wire |
Svinčeni kalj, rožinasti jedro, žica |
Vsakdanje prototipiranje, izobraževanje |
SRA Soldering Products Rosin Core Solder |
Svinčeni kalj, rožinasti jedro, žica |
Splošni delo na tiskanih vezjih, konzistentni rezultati |
Cardas Soldering Wire |
Srebrna lota, rosin jedro, žica |
Audiofilski, visokofrekvenčni, natančni zvok |
Harris Stay-Brite srebrno lot |
Srebrna zlitina, žica/lestev |
Avtomobilska tehnika, vibracije, visokokakovostni vezji |
Worthington žični lot |
Svinčeni kalj, rožinasti jedro, žica |
Budžet, prototipiranje, šole |
Naredite utemeljeno izbiro tako, da temeljito ocenite naslednje točke. Ta kontrolni seznam predstavlja sistematičen pristop k izbiri lota:
Priprava delovnega prostora:
Uporabite proti-statno podlago in dobro osvetlitev.
Vklopite regulirano temperaturo lemilnika.
Čiščenje komponent in ploščic:
Odstranite oksidacijo in odvečni svinec s pomocjo izopropilnega alkohola ter, če je potrebno, lemilnega fitilja ali desolder pumpice.
Postavitev komponent:
Kot za prileganje vezja; poskrbite, da se vodniki pravilno ujemajo s predvidenimi luknjami na tiskanem vezju.
Nanašanje kalja:
S železom segrejte ploščico in komponento, nato dovajte kaljeno žico ali nanesite kaljeno pasto.
Kal naj teče gladko in se razširi prek obeh površin.
Uporabite ustrezno količino kalja – premalo kalja povzroči šibke spoje, preveč pa ustvari odvečni kal ali mostiče.
Preverjanje kaljenja:
Dobro kaljenje naj izgleda sijoče in konkavno, brez smrek ali kroglic kalja.
Za zanesljive kaljene spoje pregledujte s povečevalnim steklom ali mikroskopom.
Čiščenje po kaljenju:
Po potrebi očistite ostankov kalja z izopropil alkoholom, zlasti če gre za kolofonij ali v vodi topen tok.
Problem |
Verjetni vzrok |
Rešitev |
Hladen lemeni spoj |
Nizka temperatura, umazano podlago, prehitro lemljenje |
Očistite podlago, povečajte temperaturo, ponovno zalemite |
Mostičenje s svetino |
Preveč nanesene svetine, predebela žica za lemljenje |
Uporabite odsvetovalni vrvček/črpalko, nanesite manj |
Šibek spoj |
Premični del, premalo lota |
Varni sestavni del, ponovno segrejte/novo navlažite spoj |
Prekomerno ostankov flaksa |
Visokoaktivni ali neočiščeni flaks |
Očistite z izopropil alkoholom |
Mat spoj |
Jeftin lot, napačna temperatura |
Uporabite visokokakovosten lot, nadzorujte spajkalnik |
Stare leme, tiskane vezove in proizvodne odpadke reciklirajte odgovorno. Tudi brezsvinčni leme imajo vpliv na okolje, zato vedno zmanjšujte količino odpadkov in kemikalije shranjujte na varno.
V proizvodnji elektronike je izbira in uporaba lota področje, ki združuje znanost o materialih, tehnologijo procesov, praktične izkušnje in spoštovanje okolja. Pravilna izbira ne omogoča le zanesljivih električnih povezav, temveč je tudi temelj dolgoročno stabilnega delovanja izdelka – bodisi gre za inovativno ploščo IoT, starinsko ojačevalnik ali krmilnik nove generacije za avtomobilsko industrijo.
Kot vaš zaupanja vreden proizvodni partner pcbally to dobro razume. In ta celoviti priročnik je vaš končni vodnik za izbiro in uporabo pravega lemilnega materiala za vaše vezje:
Z znanjem, si pripravljen za naslednji projekt vezja—zvest, da bodo električni priklopi trdni in da bodo sestavi preizkušeni s časom. Če potrebujete strokovno podporo pri izbiri lota ali katerikoli izdelavi tiskanih vezij, je tehnični tim pcbally vedno pripravljen pomagati vam. Z znanjem si lahko zvesto pripade naslednji projekt vezja.
V: Kako izberem najboljši lot za svoj naslednji projekt tiskanega vezja?
O: Začnite tako, da določite, ali potrebujete RoHS (brezsvinčni lot), vrsto komponent (SMD ali skozi-luknje), ter pričakovane obremenitve (avdio, avtomobilska oprema, visoke frekvence). Nato izberite vrsto lotev, obliko (žica, pasta, palica), flus in premer, ki najbolj ustrezajo vašemu vezju.
V: Ali je srebrni lot vedno najboljši za tiskana vezja?
A: Srebrno lotovanje ponuja moč in odlično prevodnost, kar je uporabno pri visoko zanesljivih, visokofrekvenčnih ali audiofilskih vezjih, vendar lahko pri osnovnih projektih predstavlja prekomerno rešitev.
V: Ali lahko na isti plošči mešam različne vrste lemov (s svincem in brez svinka)?
A: Najbolje je, da tega ne počnete – mešanje zlitin lahko povzroči nepredvidene temperature taljenja in kakovost spojev. Na vsaki plošči uporabite enotno vrsto lema.
V: Ali ima premer lemovnega žica pomembno vlogo?
A: Da! Debelejši lemovni žic je namenjen večjim komponentam, priključkom za napajanje ali ozemljitvam; tanjši žic omogoča natančnost pri delu z majhnimi elementi (SMD) in manjšimi spoji.
V: Ali moram vedno očistiti ostankov flaksa?
A: Če uporabljate lemovni žic z jedrom iz kolofonija, da – očistite z izopropil alkoholom. Pri lemovnem žicu brez čiščenja očistite le v primerih, kjer je potrebna visoka zanesljivost ali vizualna kakovost.
V: Kaj pa čiščenje ali popravljanje zalutiranega vezja?
A: Vedno uporabite posebno orodje, kot je vakuumska črpalka za led ali kakovosten bakreni vrvici, da odstranite neželeni ali odvečni led, preden nanesele nov.
Vprašanje: Kako dolgo traja kakovostno lemilno sredstvo pri shranjevanju?
Odgovor: Žično lemilno sredstvo (shranjeno suho in zatesnjeno) traja leta; lemilno pasto je treba uporabiti v roku, določenem s strani proizvajalca (običajno 6–12 mesecev hladilniku).
