SZYBKI DOSTĘP

Strona Główna > Produkcja PCB > Powierzchnia > Maska lutownicza
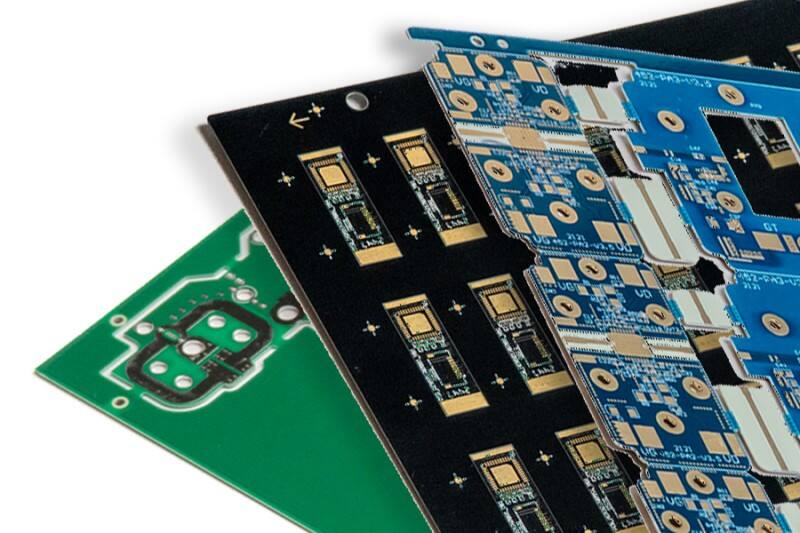
Maska lutownicza (nazywana również maską lutowniczą) to cienka warstwa materiału polimerowego nanoszona na powierzchnię płytki drukowanej (PCB). Jej główną funkcją jest ochrona ścieżek miedzianych oraz zapobieganie przedostawaniu się lutu w obszary, gdzie nie jest wymagane lutowanie podczas procesu montażu. Aby lutowanie było bardziej precyzyjne, cała płytka drukowana, z wyjątkiem obszarów lutownych, pokryta jest maską lutowniczą.
Maska lutownicza jest nanoszona na obie strony płytki PCB. Głównym składnikiem masy lutowniczej jest żywica, ponieważ charakteryzuje się dobrą odpornością na wilgoć i wysoką temperaturę oraz jest nieprzewodząca. Początkowo większość płytek PCB wykorzystywało zieloną maskę lutowniczą, dlatego często nazywa się ją „zielonym olejem”. Jednak maska lutownicza dostępna jest również w wielu kolorach, takich jak zielony, biały, żółty, czerwony, niebieski, czarny itp. Wybór konkretnego koloru zależy od różnych potrzeb klientów.
Istnieje kilka typów warstwy lutowniczej na płytce PCB. Niezależnie od rodzaju, po wyznaczeniu wzoru konieczne jest jej utwardzenie termiczne. P powszechnych typów warstwy lutowniczej są następujące:
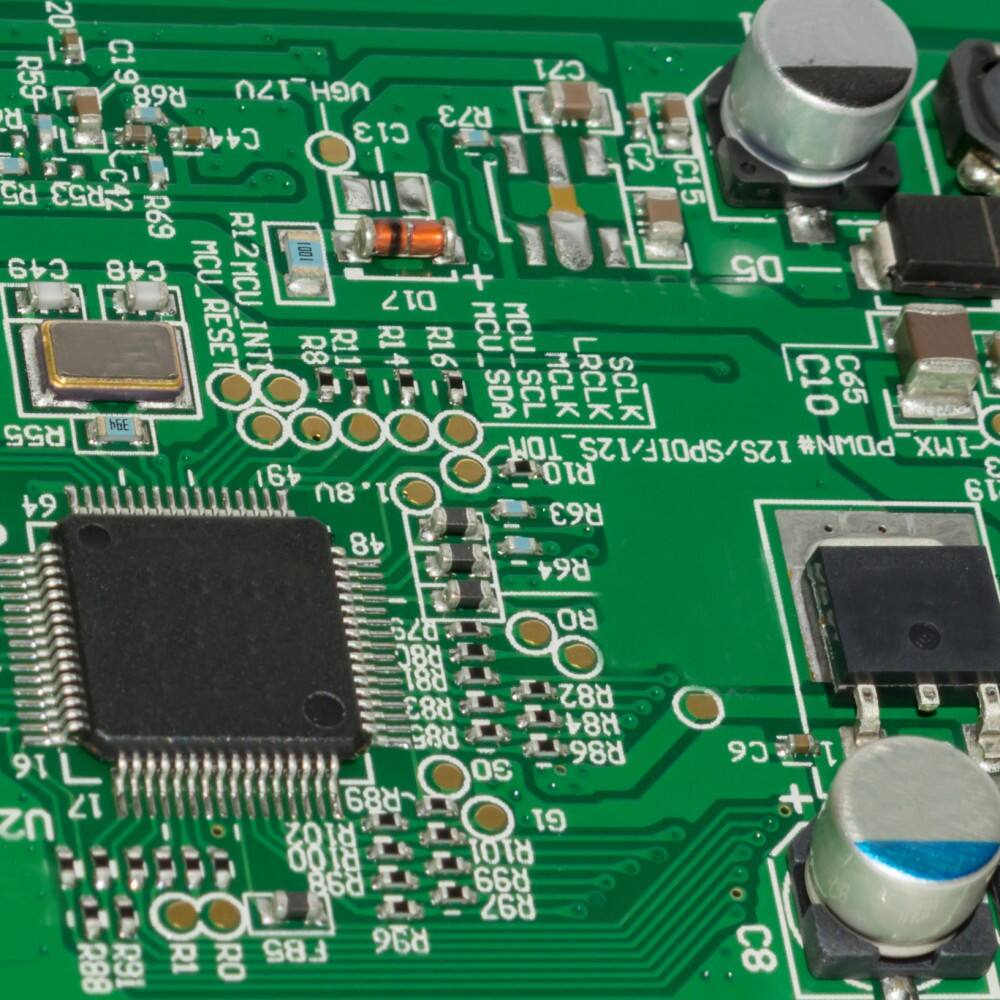
Maska lutownicza to kluczowy proces w produkcji płytek PCB. W kolorze powierzchniowy warstwa na PCB to maska lutownicza. Maska lutownicza jest "negatywnym wyjściem", dlatego gdy wzór masek lutowniczych zostanie naniesiony na płytkę, miedź pozostaje odsłonięta w miejscach wzoru, zamiast być pokryta farbą do masek lutowniczych.
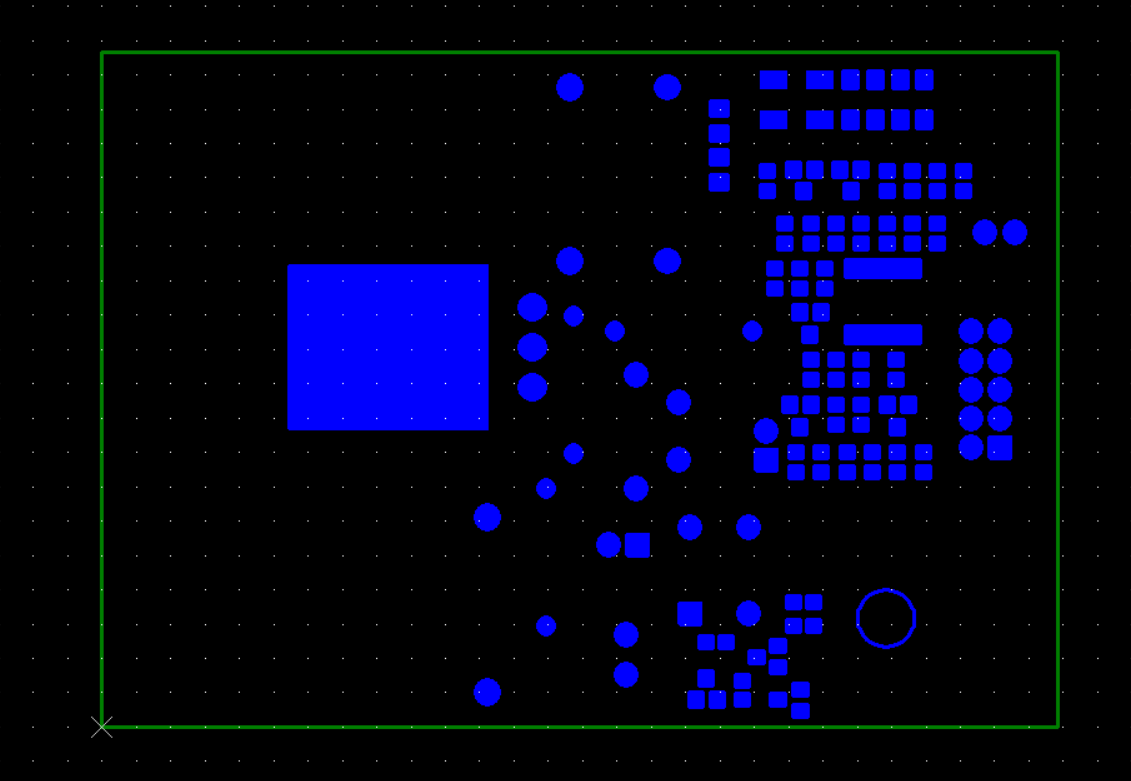
Warstwa siatki stalowej jest w rzeczywistości szablonem do pakowania elementów SMD, odpowiadającym polom elementów SMD. Można ją bezpośrednio rozumieć jako matrycę stalową zaprojektowaną i wykonaną zgodnie z warstwą siatki stalowej. W procesie montażu SMT siatka stalowa jest zazwyczaj używana do wykonywania otworów w odpowiednich miejscach pól płyty PCB, a następnie na siatkę nanosi się pasta lutownicza. Gdy płyta PCB zostaje umieszczona pod siatką stalową, pasta lutownicza przesącza się przez otwory i równomiernie pokrywa pola. Dlatego otwory w warstwie siatki stalowej nie powinny być większe niż rzeczywiste rozmiary pól, a najlepiej, gdy są nieco mniejsze lub równe wielkości pól.
Zazwyczaj potrafimy produkować jedynie podłoża aluminiowe jednowarstwowe i dwuwarstwowe. Z powodu ograniczeń procesu produkcyjnego, podłoża aluminiowe wielowarstwowe są trudne do wykonania, dlatego nie mogą spełnić wymagań złożonych projektów wielowarstwowych.
Materiały aluminiowe mają dużą sztywność i niską miękkość, nie są tak elastyczne jak podłoża poliimidowe czy poliestrowe. Dlatego nie nadają się do zastosowań wymagających wielokrotnego zginania.
Współczynnik rozszerzalności cieplnej podłoży aluminiowych jest stosunkowo wysoki, co różni się od niektórych komponentów i materiałów lutowniczych. Niedopasowanie współczynników rozszerzalności cieplnej obu materiałów może łatwo prowadzić do uszkodzenia złączy lutowniczych lub odwarstwienia, wpływając na ogólną niezawodność.
W porównaniu z podłożami zwykłymi, metalowe właściwości podłoży aluminiowych wymagają więcej czasu na rozważenie w trakcie produkcji i montażu, co zwiększy złożoność procesu i koszt.
Chociaż podłoża aluminiowe mają istotne zalety w zakresie zarządzania ciepłem, w porównaniu z tradycyjnymi materiałami FR4, płytki drukowane aluminiowe mają wyższy koszt materiału, specjalne procesy produkcyjne i wymagania dotyczące obróbki powierzchni, dlatego ogólny koszt produkcji wzrasta.

FR4
Inżynieria wsteczna
Szybki montaż płyty PCB
Montaż BGA
