Rýchle odkazy

Lútovacia maska (nazývaná aj lútovacou maskou) je tenká vrstva polymérového materiálu nanášaná na povrch dosky plošných spojov (PCB). Jej hlavnou funkciou je ochrana medených spojov a zabránenie prietoku lútovacej zmesi do oblastí, kde nie je počas lútovania potrebná. Aby bol výsledok lútovania dokonalejší, celá doska plošných spojov okrem oblasti plôšok bude pokrytá lútovacou maskou.
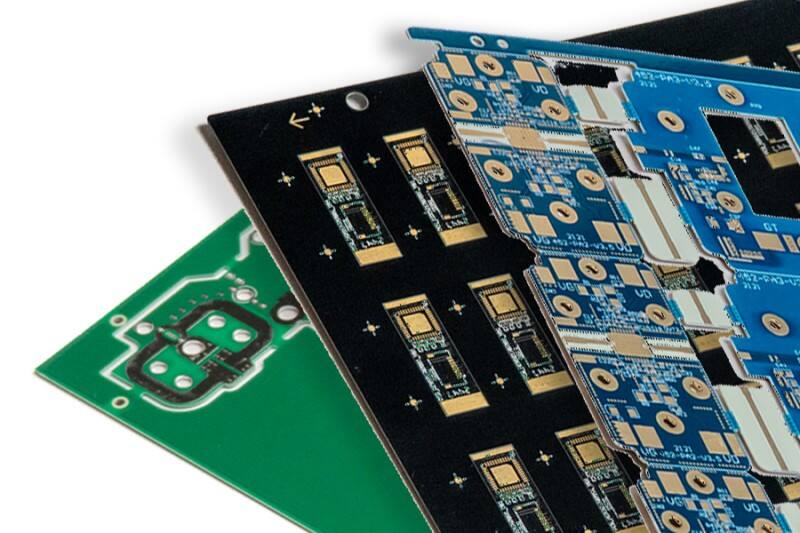
Lútovacia maska sa aplikuje na obe strany dosky plošných spojov. Prvokom s najvyšším podielom v lútovacej maske je pryskyrica, ktorá má dobrú odolnosť voči vlhkosti a vysokým teplotám a je nevodivá. Pôvodne sa pre väčšinu dosiek plošných spojov používala zelená lútovacia maska, preto sa často nazýva „zelený olej“. Lútovacia maska však existuje aj v mnohých iných farbách, ako zelená, biela, žltá, červená, modrá, čierna, atď. Konkrétna použitá farba závisí od rôznych požiadaviek zákazníkov.
Na plošných spojoch existujú rôzne typy lúty. Bez ohľadu na typ je potrebné po vytvorení vzoru uskutočniť tepelné spracovanie. Bežné typy lúty sú nasledovné:
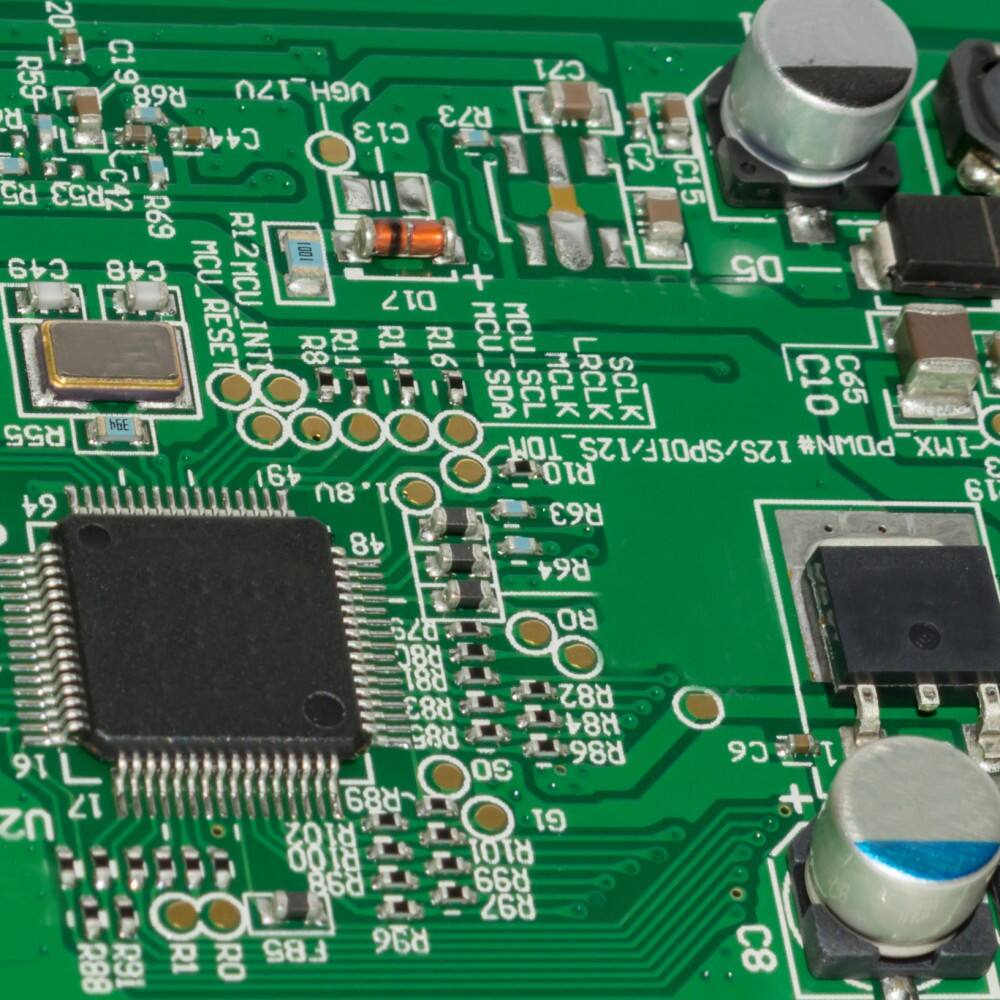
Spájkovacia maska je kľúčovým procesom pri výrobe dosiek plošných spojov (PCB). Farebná povrchová vrstva na doske PCB je spájkovacia maska. Spájkovacia maska je "negatívny výstup", preto keď je vzor spájkovacej masky aplikovaný na dosku, meď je vo forme otvorov vo vzore voľná, namiesto toho, aby bola potiahnutá farbou spájkovacej masky.
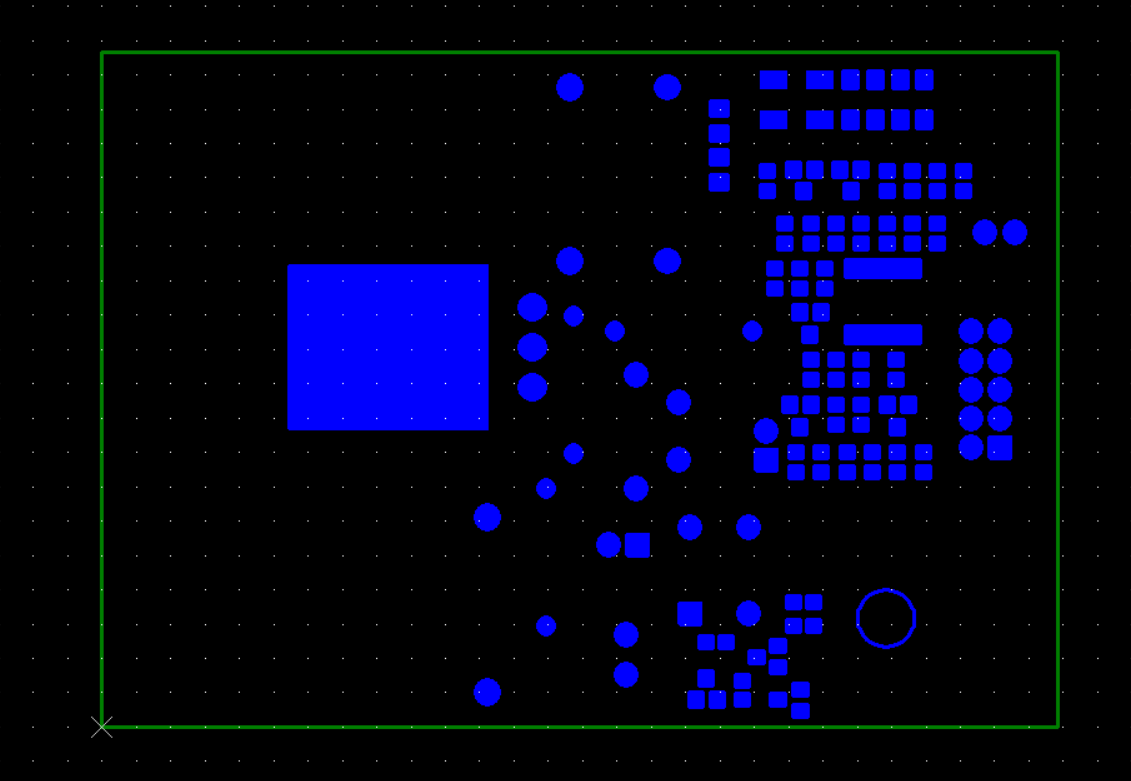
Vrstva oceľovej mriežky je vlastne šablóna pre balenie SMD súčiastok, ktorá zodpovedá ploškám SMD komponentov. Môže sa priamo chápať ako oceľová doska, ktorá je navrhnutá a vyrobená podľa vrstvy oceľovej mriežky. Počas procesu montáže SMT sa oceľová mriežka zvyčajne používa na vyraženie otvorov na príslušných pozíciách plošiek dosky plošných spojov (PCB) a pájka sa nanáša na oceľovú mriežku. Keď sa doska plošných spojov umiestni pod oceľovú mriežku, pájka prejde otvormi a rovnomerne pokryje plošky. Preto by otvory vo vrstve oceľovej mriežky nemali byť väčšie ako skutočná veľkosť plošiek a je lepšie, ak sú mierne menšie alebo rovnaké ako plošky.
Zvyčajne vieme vyrábať iba jednovrstvové a dvojvrstvové hliníkové podložky. Kvôli výrobným obmedzeniam je výroba viacvrstvových hliníkových podložiek náročná, a preto nevyhovujú potrebám zložitých viacvrstvových návrhov.
Hliníkové materiály majú vysokú tuhosť a nízku mäkkosť, nie sú tak pružné ako polyimidové alebo polyesterové podložky. Preto nie sú vhodné pre aplikácie vyžadujúce opakované ohyby.
Koeficient tepelného rozťažnosti hliníkových podložiek je relatívne vysoký, čo sa líši od niektorých komponentov a pájokových materiálov. Nesúlad koeficientov tepelného rozťažnosti oboch materiálov môže ľahko viesť k poškodeniu pájených spojov alebo k oddeľovaniu vrstiev, čo ovplyvňuje celkovú spoľahlivosť.
Voči bežným substrátom vyžadujú kovové vlastnosti hliníkových substrátov viac času na zváženie počas výroby a montáže, čo zvýši zložitosť procesu a náklady.
Hoci hliníkové substráty majú výrazné výhody z hľadiska termálneho managementu, voči tradičným materiálom FR4 majú hliníkové dosky plošných spojov vyššie náklady na materiál, špeciálne výrobné procesy a požiadavky na povrchovú úpravu, preto celkové výrobné náklady stúpnu.

Fr4
Reverzné inžinierstvo
Rýchla výroba plošných spojov
Montáž BGA
