Быстрые ссылки

Главная страница > Производство печатных плат > Поверхность > Паяльная маска
Сварочная маска (также называемая защитной маской) представляет собой тонкий слой полимерного материала, наносимого на поверхность печатной платы (PCB). Ее основная функция — защищать токоведущие дорожки и предотвращать попадание припоя в те области, где пайка не требуется во время процесса пайки. Чтобы сделать пайку более качественной, вся плата, кроме области контактных площадок, покрывается сварочной маской.
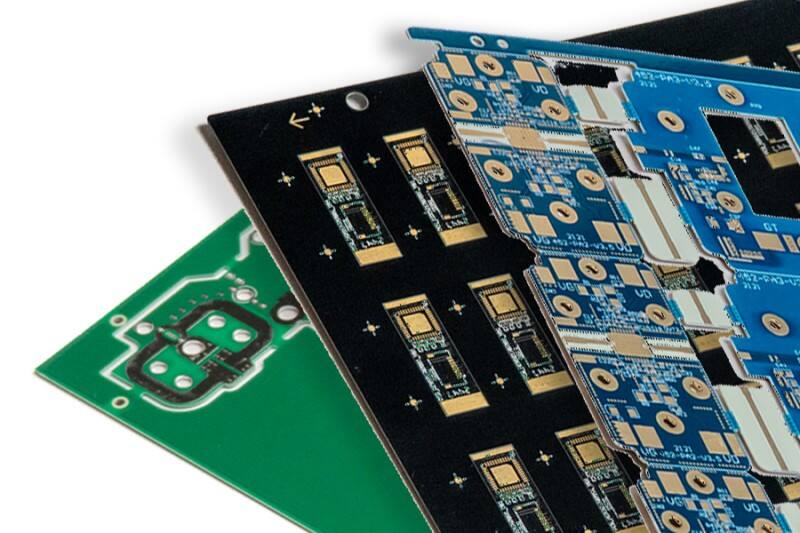
Сварочная маска наносится на обе стороны печатной платы. Смола является основным компонентом сварочной маски, поскольку обладает хорошей влагостойкостью и устойчивостью к высоким температурам, а также не проводит электричество. Изначально большинство печатных плат использовали зеленую сварочную маску, поэтому ее часто называли «зеленое масло». Однако сварочная маска также бывает многих цветов, таких как зеленый, белый, желтый, красный, синий, черный и т.д. Конкретический цвет зависит от различных потребностей клиентов.
Существует несколько типов маски для пайки на печатной плате. Независимо от типа, после определения рисунка требуется термоотверждение. Распространенные типы маски для пайки следующие:
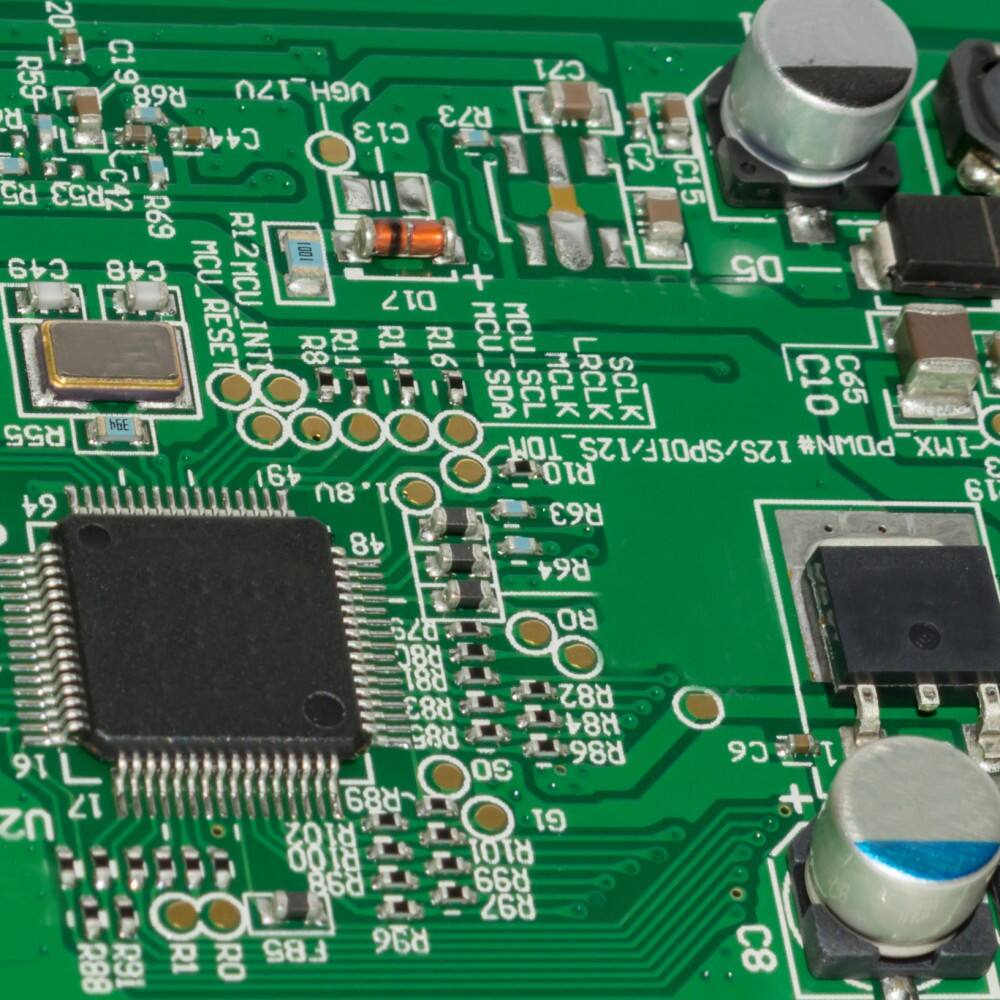
Маска для пайки является ключевым этапом в производстве печатных плат. Цветной поверхностный слой на печатной плате представляет собой маску для пайки. Маска для пайки является "негативным выводом", поэтому когда рисунок маски для пайки применяется к плате, медь остается открытой в области рисунка, вместо того, чтобы быть покрытой чернилами маски для пайки.
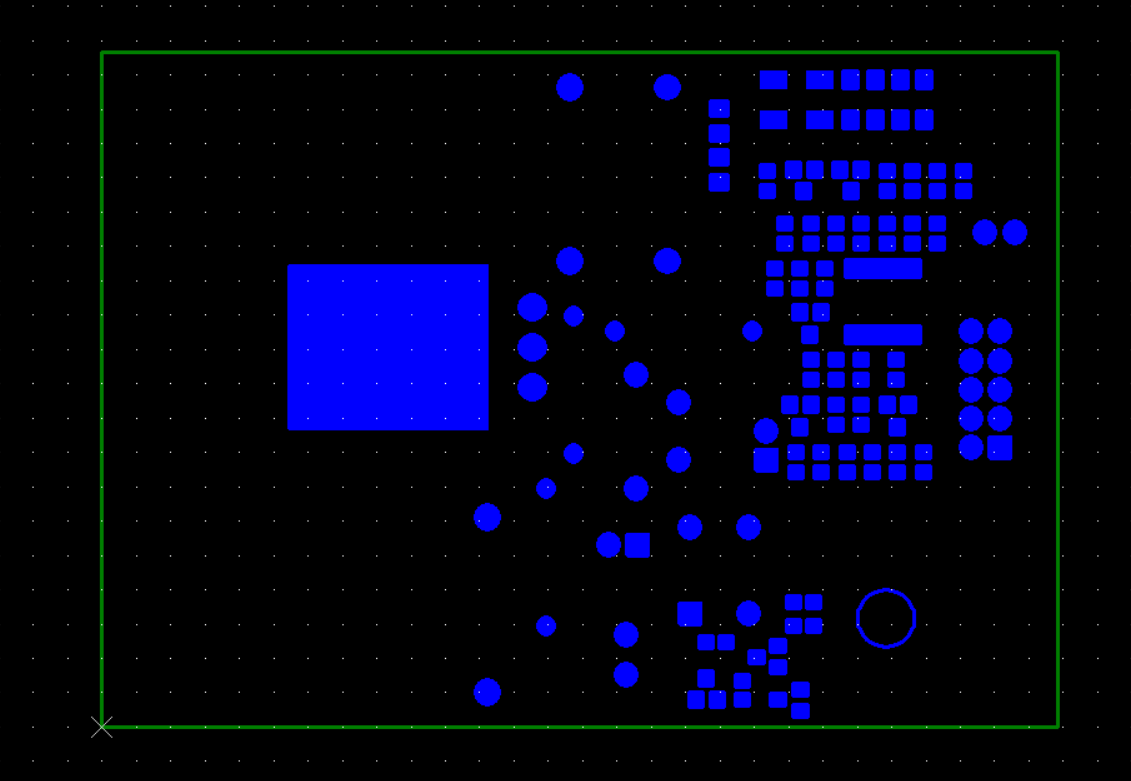
Слой стальной сетки фактически представляет собой шаблон для корпуса устройства SMD, соответствующий контактным площадкам компонентов SMD. Его можно понимать как штамп из стального листа, который проектируется и изготавливается в соответствии со слоем стальной сетки. В процессе монтажа SMT стальная сетка обычно используется для проделывания отверстий в соответствующих позициях контактных площадок печатной платы, а припойная паста наносится на стальную сетку. Когда печатная плата размещается под стальной сеткой, припойная паста просыпается через отверстия и равномерно покрывает контактные площадки. Таким образом, отверстия слоя стальной сетки не должны быть больше, чем фактический размер контактных площадок, лучше, если они немного меньше или равны им.
Как правило, мы можем производить только одинарные и двойные алюминиевые основы. Из-за ограничений производственного процесса сложно изготовить многослойные алюминиевые основы, поэтому они не могут удовлетворять требованиям сложных многослойных конструкций.
Алюминиевые материалы обладают высокой жесткостью и низкой мягкостью, они не такие гибкие, как полиимидные или полиэфирные основы. Поэтому они не подходят для применений, требующих многократного изгибания.
Коэффициент теплового расширения алюминиевых основ довольно высокий, что отличается от некоторых компонентов и материалов припоя. Несоответствие коэффициентов теплового расширения может легко привести к повреждению паяных соединений или расслоению, что влияет на общую надежность.
По сравнению с обычными основами, металлические свойства алюминиевых основ требуют больше времени на проектирование и сборку, что увеличивает сложность производственного процесса и стоимость.
Хотя алюминиевые основы обладают значительными преимуществами в управлении теплом, по сравнению с традиционными материалами FR4, печатные платы на алюминиевой основе имеют более высокую стоимость материалов, требуют специальных производственных процессов и обработки поверхностей, поэтому общая стоимость производства возрастает.

FR4
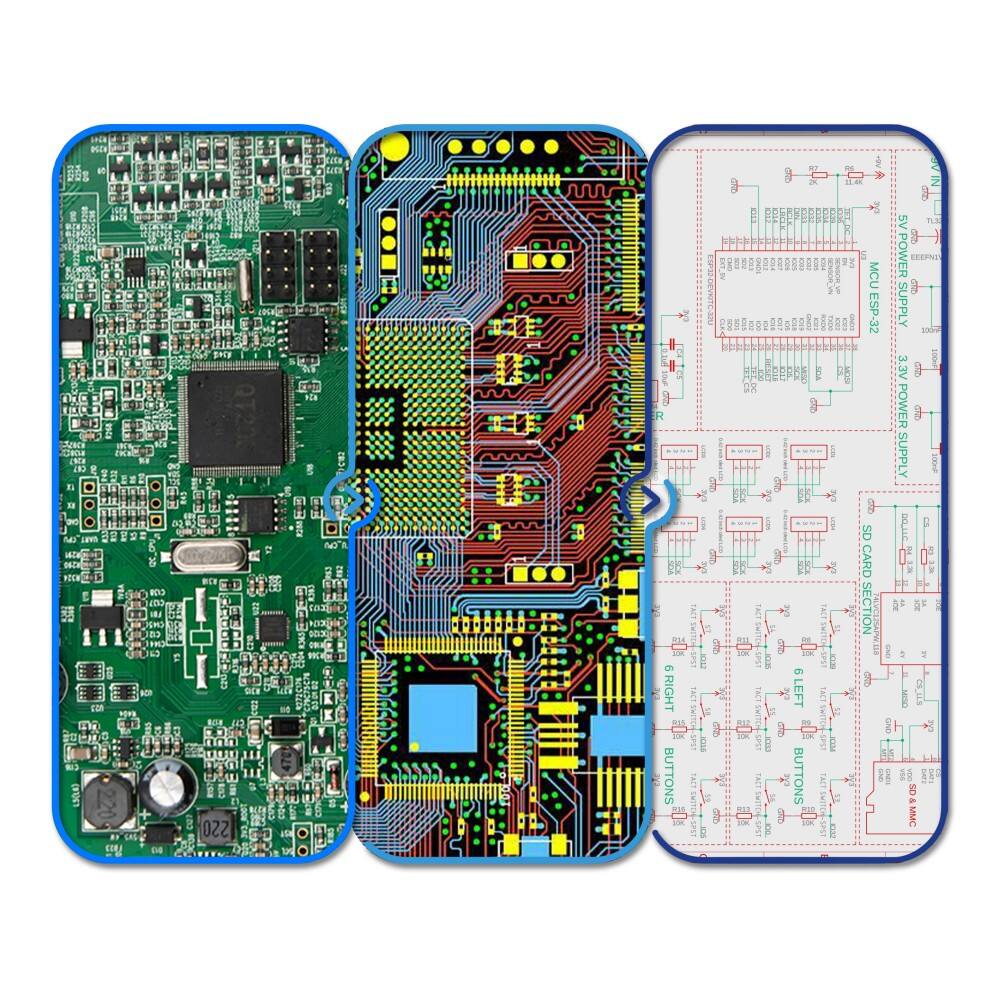
Обратная инженерия
Быстрая сборка ПЛС
Сборка BGA
