
Főoldal > Nyomtatott Áramkör Gyártás > Felület > Solder mask
A forrasztási maszk (más néven forrasztási maszk) egy vékony polimer anyagból álló réteg, amelyet a nyomtatott áramkör (PCB) felületére visznek fel. Fő funkciója az ózott nyomok védelme, valamint annak megakadályozása, hogy a forrasztóanyag a forrasztás során olyan területekre folyjon, ahol forrasztás nem szükséges. Annak érdekében, hogy a forrasztás tökéletesebb legyen, a teljes nyomtatott áramkör kivételével a pad területét bevonják forrasztási maszkkal.
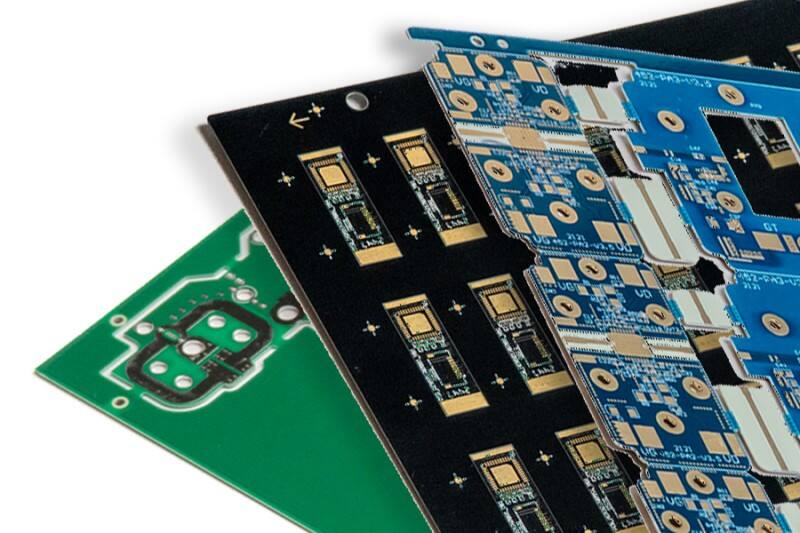
A forrasztási maszkot a PCB mindkét oldalára felviszik. A gyanta a forrasztási maszk fő összetevője, mivel jó nedvesség- és hőállósággal rendelkezik, és nem vezető. Kezdetben a legtöbb PCB zöld forrasztási maszkot használt, ezért gyakran nevezik „zöld olajnak”. Ugyanakkor a forrasztási maszk számos színben elérhető, például zöld, fehér, sárga, piros, kék, fekete stb. A konkrét szín a vásárló különböző igényeitől függ.
A nyomtatott áramkörökön (PCB) különböző típusú forrasztási maszkok vannak. A típusoktól függetlenül a mintázat meghatározása után hőkezelés szükséges. A forrasztási maszk elterjedt típusai a következők:
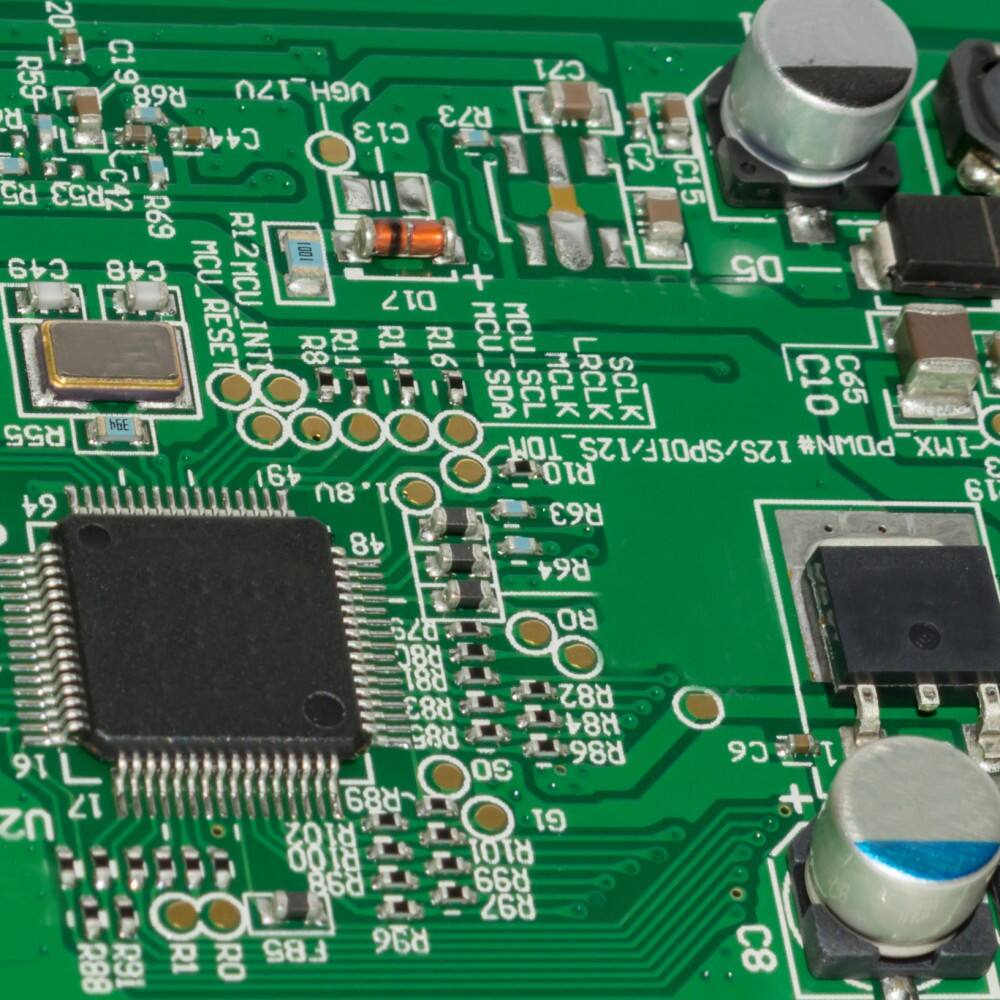
A forrasztási maszk a nyomtatott áramkörök gyártásának egyik kulcsfontosságú folyamata. A nyomtatott áramkör (PCB) színes felületi rétege a forrasztási maszk. A forrasztási maszk egy „negatív kimenetelű” réteg, ezért amikor a forrasztási maszk mintázatát felviszik a lemezre, a réz a minta nyílásainál marad szabadon, és nem kerül rá forrasztási maszktinta.
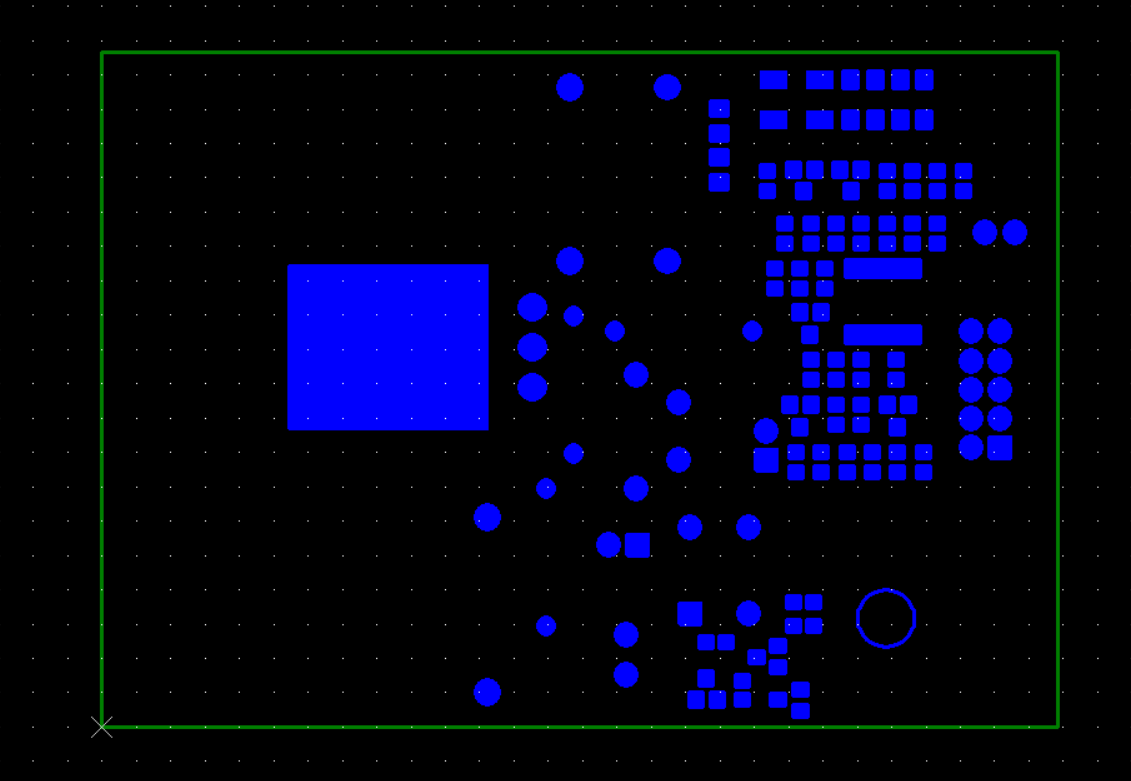
A acélháló réteg valójában egy sablon az SMD eszközök csomagolásához, amely megfelel az SMD alkatrészek hegyekének. Közvetlenül értelmezhető úgy, mint egy acéllapból készült forma, amelyet az acélháló réteg alapján terveztek és készítettek. Az SMT szerelési folyamat során az acélhálót általában arra használják, hogy a nyomtatott áramkör lemez (PCB) hegyei megfelelő helyein lyukakat készítsenek, és forrasztópasztátat kenjenek az acélhálóra. Amikor a PCB-t az acélháló alá helyezik, a forrasztópaszta átfolyik a lyukakon, és egyenletesen lefedi a hegyeket. Ezért az acélháló réteg nyílásának nem szabad nagyobbnak lennie, mint a tényleges hegy mérete, és jobb, ha enyhén kisebb vagy megegyezik a heggyel.
Általában csak egyrétegű és két rétegű alumínium alapanyagot tudunk gyártani. A gyártási folyamat korlátai miatt a többrétegű alumínium alapanyagok gyártása nehezen megvalósítható, így nem tudják kielégíteni a bonyolult többrétegű tervezési igényeket.
A fém alapú alumínium anyagok merevek és kevésbé lágyak, nem olyan hajlékonyak, mint a poliimid vagy poliészter alapanyagok. Ezért nem alkalmas olyan alkalmazásokra, amelyek ismétlődő hajlítást igényelnek.
Az alumínium alapanyagok hőtágulási együtthatója viszonylag magas, ami eltér egyes alkatrészek és forrasztóanyagok hőtágulási együtthatóitól. A két anyag hőtágulási együtthatóinak nem összehangolt volta könnyen forrasztási hibákhoz vagy elváláshoz vezethet, amelyek ronthatják a termék megbízhatóságát.
Az alumínium alapanyagok fémtulajdonságai miatt a gyártás és összeszerelés során több időt kell szentelni a tervezésnek, mint az általános alapanyagok esetében, ami növeli a folyamat összetettségét és költségét.
Bár az alumínium alapú nyomtatott áramkörök (PCB) jelentős előnnyel rendelkeznek a hőkezelés terén, anyagköltségük magasabb, speciális gyártási folyamatra és felületkezelésre van szükségük, így a gyártási költségek összességében növekednek, ha hagyományos FR4 anyagokkal hasonlítjuk össze.

FR4
Fordított mérnöki tevékenység
Gyorsasztalú PCB-szerelés
BGA Szerelés
