Rychlé odkazy

Domovská stránka > Výroba plošných spojů > Povrchové > Tisková maska
Solder mask (také nazývaná solder mask) je tenká vrstva polymerového materiálu aplikovaná na povrchu plošného spoje (PCB). Její hlavní funkcí je ochrana měděných spojů a zamezení přetékání pájky do oblastí, kde není pájení požadováno během procesu pájení. Aby bylo pájení dokonalejší, je celá deska plošných spojů kromě plošek pokryta vrstvou solder mask.
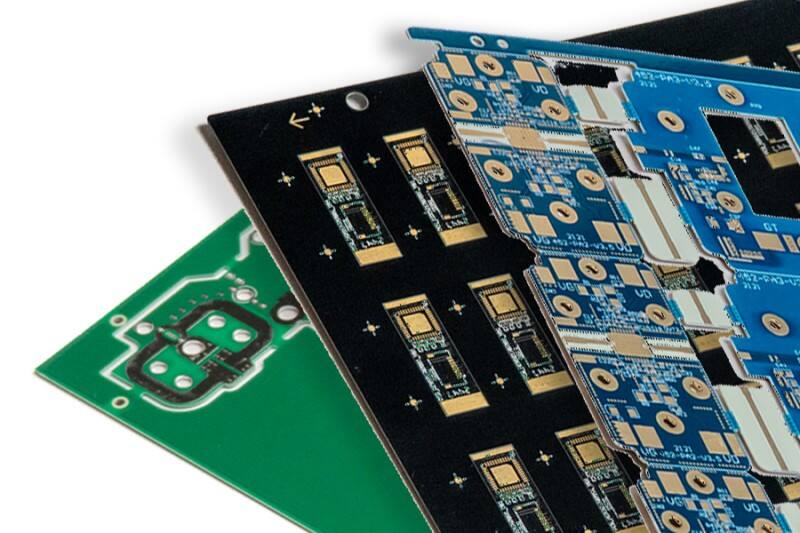
Solder mask se aplikuje na obě strany plošného spoje. První složkou solder mask je pryskyřice, protože má dobrou odolnost proti vlhkosti a vysokým teplotám a je nevodivá. Původně používaly většina plošných spojů zelenou barvu solder mask, takže se jí často říká „zelený olej“. Solder mask však existuje v mnoha barvách, jako jsou zelená, bílá, žlutá, červená, modrá, černá atd. Konkrétní barva závisí na různých požadavcích zákazníků.
Na deskách plošných spojů se používají různé typy lopotisku. Bez ohledu na typ je nutné po vytvoření vzoru lopotisk tepelně vytvrdit. Běžné typy lopotisku jsou následující:
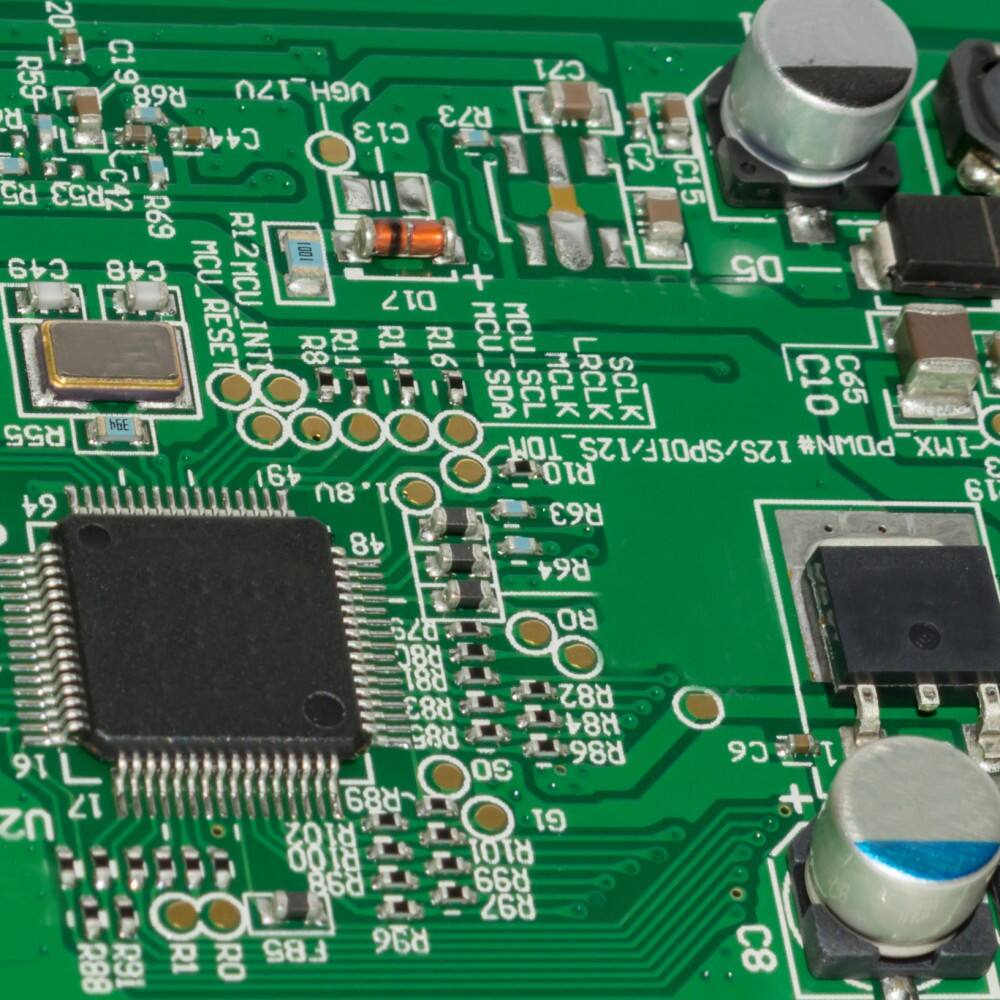
Odolná maska je klíčovým procesem při výrobě desek plošných spojů. Barevná povrchová vrstva na desce plošných spojů je právě odolná maska. Odolná maska se vyrábí v "negativním vyhotovení", takže při nanášení vzoru odolné masky na desku zůstávají měděné plošky ve vynechaných místech vzoru odkryté, místo aby byly potažené inkoustem odolné masky.
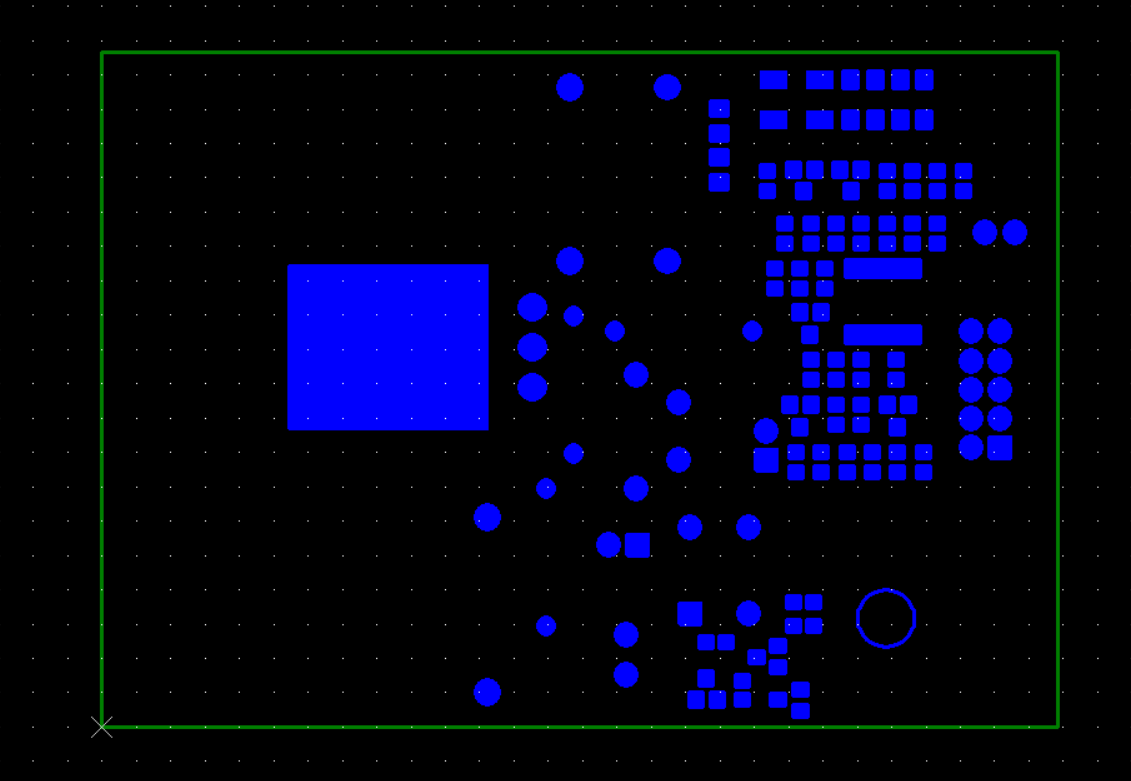
Vrstva ocelové sítě je vlastně šablona pro pouzdření SMD součástek, která odpovídá ploškám SMD prvků. Může být přímo chápána jako ocelová formy, která je navržená a vyrobená podle vrstvy ocelové sítě. V procesu SMT montáže je ocelová síť obvykle používána k vytvoření otvorů na odpovídajících pozicích plošek na desce plošných spojů (PCB), a pájecí pasta je následně nanášena na ocelovou síť. Když je deska PCB umístěna pod ocelovou síť, pájecí pasta proteče otvory a rovnoměrně pokryje plošky. Proto by měly být otvory ve vrstvě ocelové sítě stejně velké nebo mírně menší než skutečné rozměry plošek.
Obvykle jsme schopni vyrábět pouze jednovrstvé a dvouvrstvé hliníkové substráty. Kvůli výrobním omezením jsou vícevrstvé hliníkové substráty obtížně vyráběné, a proto nejsou vhodné pro složité vícevrstvé návrhy.
Hliníkové materiály mají vysokou tuhost a nízkou měkkost, a nejsou tak pružné jako substráty z polyimidu nebo polyesteru. Proto nejsou vhodné pro aplikace vyžadující opakované ohyby.
Koeficient tepelné roztažnosti hliníkových substrátů je relativně vysoký, což se liší od některých komponent a pájecích materiálů. Nesoulad koeficientů tepelné roztažnosti může snadno vést k poškození pájených spojů nebo k odvrstvení, čímž se snižuje celková spolehlivost.
Ve srovnání s běžnými substráty vyžadují kovové vlastnosti hliníkových substrátů více času na zvážení během výroby a montáže, což zvyšuje složitost procesu a náklady.
Ačkoli hliníkové substráty mají významné výhody z hlediska tepelného managementu, mají oproti tradičním materiálům FR4 vyšší náklady na materiál, speciální výrobní procesy a požadavky na povrchovou úpravu, takže celkové výrobní náklady stoupají.

FR4
Reverzní inženýrství
Rychlá výroba sestav plošných spojů
Montáž BGA
