Quick Links

When you're choosing the best PCB color for your project,a lot of engineers and designers don’t realize the color of a PCB, but follow the aesthetics and function. Whether you're building something for the mass market, testing a prototype, or making a specialty device, the right PCB color that can really change the game. Go with classic green, sleek black, standout red, or even a custom shade—it can affect everything from assembly and testing to your brand image, the cost, and how people value your product.
These days, the circuit board color isn't just for looks. It affects a ton of stuff—like being reflected in silkscreen readability to defect detection, from solder mask performance to the overall assembly process. Picking the right color can mean fewer mistakes in assembly, simpler repairs, a smoother production line, and a stronger brand identity. Get it right, and your product just might stand out from the crowd.
So, what is color of the PCB right for the PCB? Basically, it's all about the solder mask—that thin layer of polymer they put on the board during manufacturing. This coating isn't just there for insulation; it's also what gives each board its own look. While green is the classic go-to, you've got tons of color options to choose from. But keep in mind, the color you pick can actually affect that performance of the PCB, how it's made, and even how it ends up being used.
That colored coating on a PCB(or solder mask colour) isn't just there to make it look good—it's actually doing a lot of important jobs. Here's what it really does:
Prevents solder bridges between nearby pads during assembly.
Shields the copper traces from rust, moisture, and everyday wear and tear.
Makes the board tougher and more resistant to chemicals out in the real world.
Can make for the silkscreen legibility and defect visibility·during automated or manual inspection.
Gives you a way to brand your board, tell versions apart, or just make your project look unique.
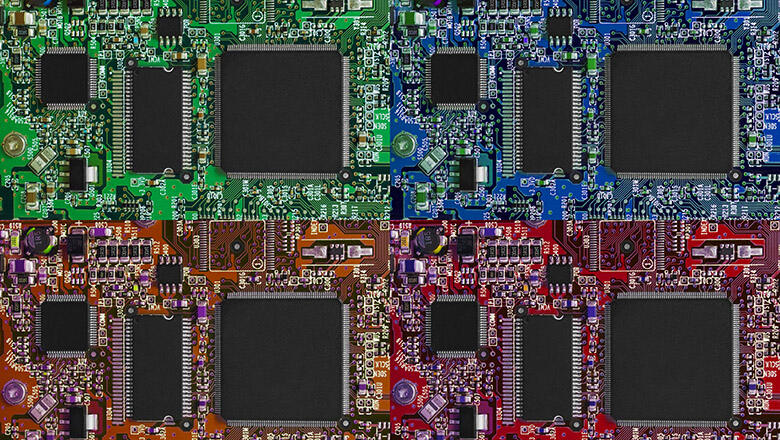
While green is the most common color for your PCB, different PCB colors such as blue, red, yellow, black, white, and even transparent are chosen for specific applications, branding, or operational criteria. Factors influencing color selection include:
Getting a handle on the importance of PCB colors early in your design will help streamline the manufacturing process and help you end up with a product that looks as good as it works.
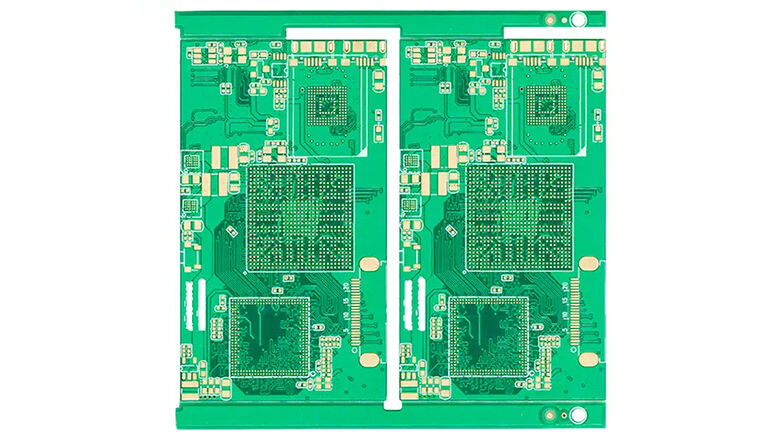
So, why is the green PCB color? It basically goes back to the early days of circuit boards. The materials used back then—like epoxy and resin—just happened to come green by default. It was cheap, worked well, and made boards easy to check by eye under factory lighting.
Why Green (and Blue) Are Still So Popular
We add solder masks mainly for technical reasons—to protect the copper traces from rust, corrosion, and getting solder where it doesn't belong. But the color you choose for that mask? It ends up affecting a lot more than you might think.
Not all PCB colors are created equal. Here's the lowdown on how they stack up in real life:
Exploring the Range of Colors: Different PCB Colors and Their Applications.
Let’s break down the different PCB colors commonly offered and which set of applications fit each best:
Color |
Main Benefits |
Limitations |
Common Use Cases |
Green |
Best PCB for cost, contrast, reliability |
Least “branded” look, ubiquitous |
Prototyping, general electronics |
Blue |
Moisture resistance, aesthetic variety |
Lower contrast in poor lighting |
IoT, wearables, smart home |
Red |
High temp, branding, easy revision |
Somewhat higher cost, moderate availability |
Automotive, aerospace, prototyping |
Black |
Luxury, high-end, branded |
Difficult to inspect, absorbs heat |
Audio, consumer electronics, luxury |
White |
LED reflection, sleek, clean look |
Stains easily, lower durability |
LED strip lights, smart lighting |
Yellow |
High contrast, quick assembly |
High cost, less available |
Medical devices, high-visibility tools |
Purple |
Unique brand identity, UV resistance |
Most expensive, long lead time |
Open hardware, luxury, education kits |
Orange |
Extreme visibility, fun appeal |
Rare, can stain, expensive |
STEM, art projects, educational kits |
Transparent |
Visual inspection, learning |
Shows flaws, rare in industry |
Demonstrators, teaching, diagnostics |
When choosing PCB colors, you've gotta weigh the pros and cons: cost, how easy it is to make, and what vibe it gives customers.Sticking with a standard color like green is the safe bet—it's cheap and factories can crank them out no problem. But sometimes, spending a little extra on a unique color is totally worth it. If you're in a crowded market, that special color can make your product pop on the shelf and really make your brand memorable.
To choose the right PCB color, follow these best practices that blend engineering efficiency with sharp aesthetics.
Will people actually see the board? If it's inside a plain box, who cares? But if it's in a clear case or a fancy award-winning design, then the look matters.
Do you need to quickly find faults or make repairs? If yes, then a high-contrast color is your friend.
If saving money is the main goal, you can't go wrong with the classics—green or red.
If people want to be building an excellent silkscreen contrast, choose a color where the white labels and text are super easy to read.
For automated inspection, just stick with standard colors like green, yellow, or red. The machines are already trained to work best with those.
Trying to make a splash? Going with a unique color like purple, orange, or something totally custom is a great way to get noticed.
Need the board to match your company's exact colors? Just ask the manufacturer if they can match a specific Pantone color.
A quick heads-up: not all PCB shops can make every color. When you're at the prototyping stage, be sure to ask them, "Can you do this color, Confirm availability, cost, and lead time at prototype stage?
Is this for something outdoors, in a car, or has bright LEDs? If so, make sure to ask if your chosen color can handle UV light and moisture without fading or degrading.
Lighter colors, like white or yellow, show flux and dirt—great for inspection but demanding on production hygiene.
Requirement |
Recommended Color(s) |
Why |
Low cost, quick turn |
Green, Red |
Standard in industry, high availability |
Brand identity |
Purple, Black, Custom |
Memorable, market-differentiated |
Inspection/repair speed |
Yellow, Green |
Maximum silkscreen and trace contrast |
Visible, luxury product |
Black, Purple, White |
Strong brand, high-end look |
LED/lighting efficiency |
White |
Maximized light reflection, clean design |
Outdoor/environmental |
Blue, Green |
Moisture, UV resistance |
Prototyping/revision |
Red, Blue, Orange |
Easy version control, visual cue |
So, a company in Europe that makes medical sensors switched their PCBs to choose yellow solder mask . Turns out, it was a game-changer. The yellow background made the white labels and text way easier for their inspection cameras to read. This cut down their automated inspection mistakes by 15%, which meant fewer product recalls, faster assembly lines, and even a thumbs-up from regulators for having better traceability.
Take SparkFun, for example. Their signature purple PCBs are instantly recognizable in the maker community. This shows that just by picking a unique PCB colour, you can build a powerful brand identity. That purple board basically screams "this is the real deal," building trust and a sense of community.
A smart lighting startup uses white PCBs across their entire product line. And you know what? Their customers totally notice. In reviews, people constantly call out the "clean, modern look" and even say the lights appear brighter. That's a direct sales benefit coming straight from a simple color choice.
A fitness tracker company went with blue PCBs, and not just 'cause it looks cool. They did some lab tests and found that the blue solder mask itself actually helped the boards handle humid conditions a bit better. So, it was a stylish choice that also offered a practical perk for a device you wear while sweating.

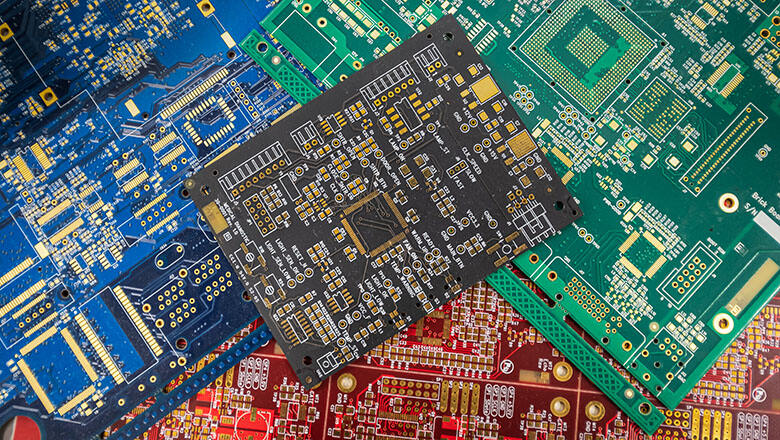
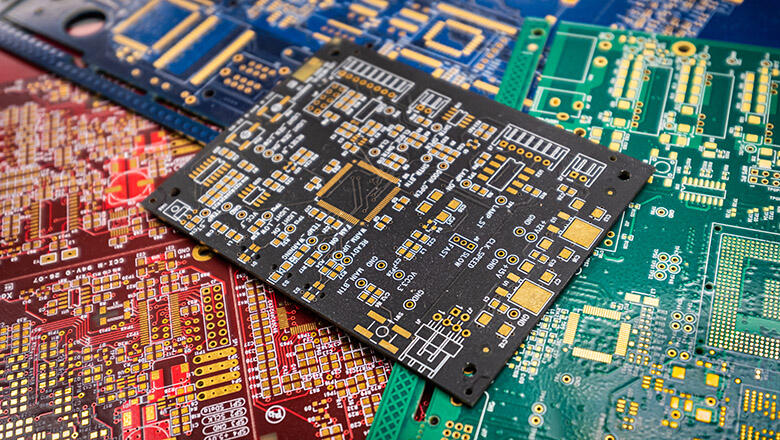
Below, see how different PCB color choices can impact assembly, inspection, and aesthetics. (For the online article, use high-quality photos with descriptive alt text.)
PCB Color |
Image (Alt Text Example) |
Suggested Silkscreen |
Best Use |
Green |
“Green pcb board with white silkscreen text” |
White/Black |
General, prototyping, reliability |
Blue |
“Blue pcb color, white silkscreen, clear pads” |
White |
IoT, wearables, humidity-prone gadgets |
Red |
“Red pcb, black silkscreen, strong contrast” |
Black/White |
Brand, automotive, revision tracking |
Black |
“Black pcbs, white silkscreen, minimal traces” |
White/Silver |
Luxury, Hi-Fi, visible consumer products |
White |
“White pcb, black silkscreen, LED application” |
Black |
LED lighting, modern product design |
Yellow |
“Yellow pcb, black silkscreen, high contrast” |
Black |
Medical, safety, field repairable |
Purple |
“Purple pcb, white silkscreen, custom hardware” |
White |
Open source, hobby, brand |
Orange |
“Orange pcb, black silkscreen, playful look” |
Black |
Toys, STEM, educational kits |
Choosing the best PCB color isn't just about how it looks. It actually affects a lot of practical stuff—like how easy it is manufacturing process, how quickly they can spot problems, the cost, how long it lasts, and what customers think of your product.
So, whether you play it safe with a standard color for a big run, or go with something unique to make your product stand out, putting some thought into the color is always a smart move.
