
Lorsque vous choisissez la meilleure couleur de PCB pour votre projet, beaucoup d'ingénieurs et de designers ne ’je ne sais pas la couleur d'un PCB, mais en respectant l'esthétique et la fonction. Que vous construisiez quelque chose pour le marché de masse, que vous testiez un prototype ou que vous fabriquiez un appareil spécial, la bonne couleur de PCB peut vraiment changer le jeu. Choisissez le vert classique, le noir élégant, le rouge exceptionnel ou même une teinte personnalisée il peut affecter tout, de l'assemblage et des tests à votre image de marque, le coût et la façon dont les gens apprécient votre produit.
De nos jours, la couleur des circuits imprimés n'est pas seulement pour l'apparence. Ça affecte beaucoup de choses. —comme ça il s'agit de la qualité de l'écrans à soie, de la détection des défauts, des performances du masque de soudure au processus d'assemblage global. Le choix de la bonne couleur peut permettre de réduire les erreurs d'assemblage, de faciliter les réparations, de rendre la chaîne de production plus lisse et de renforcer l'identité de la marque. Si vous faites bien, votre produit pourrait se démarquer.
Alors, quelle est la bonne couleur de PCB pour un circuit imprimé ? Fondamentalement, tout dépend de la résine soldermask — cette fine couche polymère appliquée sur le circuit lors de la fabrication. Ce revêtement ne sert pas uniquement à l'isolation ; c'est aussi ce qui donne à chaque carte son apparence distinctive. Bien que le vert soit la référence classique, de nombreuses options de couleurs sont disponibles. Toutefois, gardez à l'esprit que la couleur choisie peut réellement influencer les performances du PCB, son processus de fabrication, ainsi que son utilisation finale.
Ce revêtement coloré sur un circuit imprimé (ou couleur de la résine soldermask) n'est pas là uniquement pour embellir le circuit — il remplit en réalité plusieurs fonctions essentielles. Voici ses principales missions :
Évite la formation de ponts de soudure entre des pastilles voisines pendant l'assemblage.
Protège les pistes en cuivre contre la corrosion, l'humidité et l'usure quotidienne.
Renforce la carte et améliore sa résistance aux produits chimiques dans des conditions réelles d'utilisation.
Peut améliorer la lisibilité du silkscreen et la visibilité des défauts lors d'inspections automatisées ou manuelles.
Vous permet de marquer votre carte, de différencier les versions ou tout simplement de donner à votre projet un aspect unique.
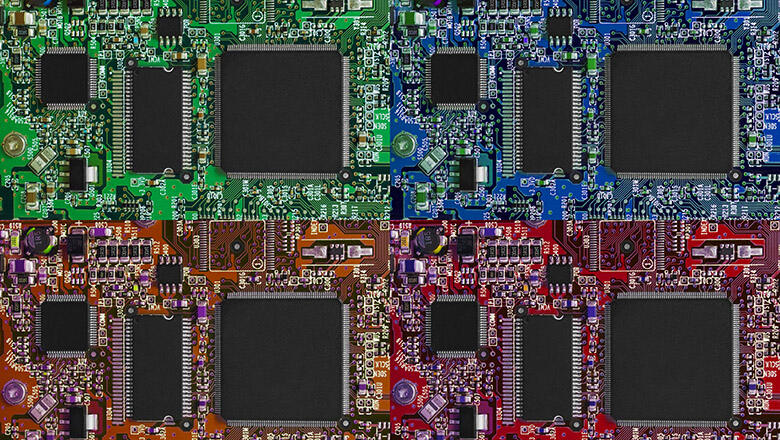
Bien que le vert soit la couleur la plus courante pour votre circuit imprimé, différentes couleurs telles que le bleu, le rouge, le jaune, le noir, le blanc, voire transparent, sont choisies selon des applications spécifiques, des critères de marque ou opérationnels. Les facteurs influençant le choix de la couleur incluent :
Comprendre l'importance des couleurs des circuits imprimés dès le début de votre conception permettra d'optimiser le processus de fabrication et de vous assurer d'obtenir un produit aussi esthétique que performant.
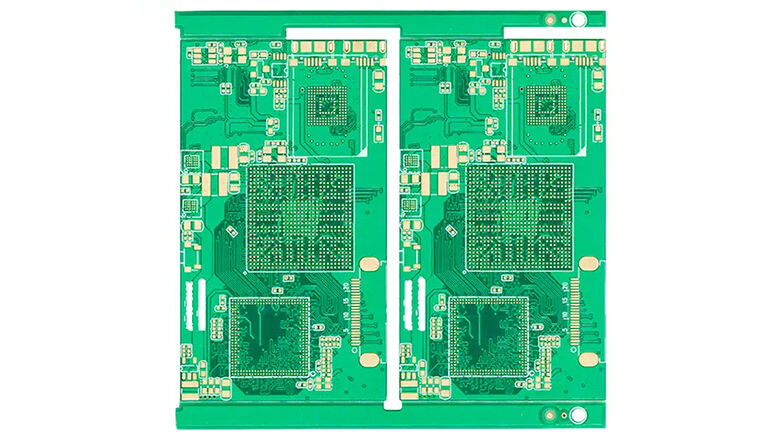
Alors, pourquoi la couleur verte pour les circuits imprimés ? Cela remonte essentiellement aux débuts des cartes électroniques. Les matériaux utilisés à l'époque — comme l'époxy et la résine — étaient naturellement de couleur verte par défaut. Ce choix était économique, fonctionnel, et permettait une inspection visuelle facile sous l'éclairage des usines.
Pourquoi le vert (et le bleu) restent encore si populaires
Nous ajoutons des masques de soudure principalement pour des raisons techniques — afin de protéger les pistes de cuivre contre la rouille, la corrosion et les soudures mal placées. Mais la couleur que vous choisissez pour ce masque ? Elle influence bien plus que vous ne pourriez le penser.
Toutes les couleurs de circuits imprimés ne se valent pas. Voici ce qu'elles donnent en pratique :
Explorer la gamme des couleurs : différentes couleurs de PCB et leurs applications.
Examinons les différentes couleurs de PCB couramment proposées et les applications pour lesquelles chacune convient le mieux :
Couleur |
Principaux avantages |
Limitations |
Cas d'utilisation courants |
Vert |
Meilleur PCB en termes de coût, contraste et fiabilité |
Apparence la moins « marquée », omniprésente |
Prototypage, électronique générale |
Bleu |
Résistance à l'humidité, variété esthétique |
Contraste réduit en cas de mauvaise luminosité |
IoT, objets portables, maison intelligente |
Rouge |
Haute température, marquage, révision facile |
Coût somewhat plus élevé, disponibilité modérée |
Automobile, aérospatiale, prototypage |
Black |
Luxe, haut de gamme, avec marque |
Difficile à inspecter, absorbe la chaleur |
Audio, électronique grand public, luxe |
Blanc |
Réflexion LED, look élégant et épuré |
S'abîme facilement, durabilité moindre |
Bandes lumineuses LED, éclairage intelligent |
Jaune |
Contraste élevé, montage rapide |
Coût élevé, disponibilité limitée |
Appareils médicaux, outils haute visibilité |
Violet |
Identité de marque unique, résistance aux UV |
Le plus coûteux, délais de livraison longs |
Matériel ouvert, luxe, kits éducatifs |
Orange |
Visibilité extrême, attrait ludique |
Rare, peut tacher, coûteux |
STEM, projets artistiques, coffrets éducatifs |
Transparent |
Inspection visuelle, apprentissage |
Montre les défauts, rare dans l'industrie |
Démonstrateurs, enseignement, diagnostics |
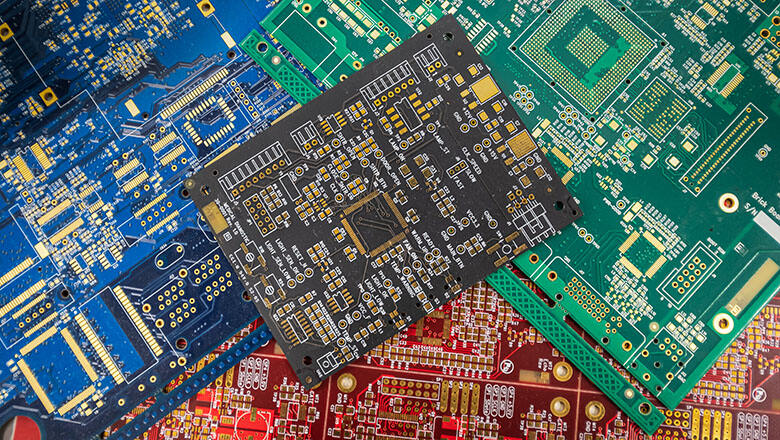
Lors du choix des couleurs de PCB, vous devez peser le pour et le contre : coût, facilité de fabrication et impression ressentie par les clients. S'en tenir à une couleur standard comme le vert est le choix sûr — elle est peu coûteuse et les usines peuvent les produire sans problème. Mais parfois, dépenser un peu plus pour une couleur originale en vaut totalement la peine. Si vous êtes sur un marché saturé, cette couleur particulière peut faire ressortir votre produit en rayon et rendre votre marque vraiment mémorable.
Pour choisir la bonne couleur de PCB, suivez ces bonnes pratiques qui allient efficacité technique et esthétique soignée.
Les gens verront-ils réellement le circuit ? S'il est dans un boîtier ordinaire, peu importe. Mais s'il se trouve dans un boîtier transparent ou doté d'un design élégant primé, alors l'apparence compte.
Devez-vous rapidement détecter des défauts ou effectuer des réparations ? Si oui, une couleur à fort contraste est votre alliée.
Si l'objectif principal est de réaliser des économies, vous ne pouvez pas vous tromper avec les classiques : vert ou rouge.
Si l'on souhaite obtenir un excellent contraste du masque, choisissez une couleur pour laquelle les étiquettes et le texte blanc sont très faciles à lire.
Pour une inspection automatisée, restez sur des couleurs standard comme le vert, le jaune ou le rouge. Les machines sont déjà calibrées pour fonctionner au mieux avec celles-ci.
Vous voulez marquer les esprits ? Opter pour une couleur originale comme le violet, l'orange ou une teinte entièrement personnalisée est un excellent moyen de se faire remarquer.
Vous avez besoin que le circuit corresponde exactement aux couleurs de votre entreprise ? Demandez simplement au fabricant s'il peut reproduire une couleur Pantone spécifique.
Un petit avertissement : tous les fabricants de circuits imprimés ne peuvent pas produire toutes les couleurs. Lorsque vous êtes en phase de prototypage, assurez-vous de leur demander : « Pouvez-vous réaliser cette couleur ? Confirmez la disponibilité, le coût et les délais de production à l'étape du prototype ? »
Est-ce destiné à un usage en extérieur, dans une voiture ou comporte-t-il des LED puissantes ? Dans ce cas, assurez-vous de vérifier si la couleur choisie résiste à la lumière UV et à l'humidité sans se décolorer ni se dégrader.
Les couleurs claires, comme le blanc ou le jaune, montrent les résidus de flux et la saleté — idéal pour l'inspection, mais exigeant en termes d'hygiène de production.
Exigence |
Couleur(s) recommandée(s) |
POURQUOI |
Coût faible, fabrication rapide |
Vert, Rouge |
Standard dans l'industrie, grande disponibilité |
Identité de marque |
Violet, Noir, Personnalisé |
Mémorable, différencié sur le marché |
Vitesse d'inspection/réparation |
Jaune, vert |
Contraste maximal du silkscreen et des pistes |
Produit visible, de luxe |
Noir, Violet, Blanc |
Marque forte, apparence haut de gamme |
Efficacité de la LED/éclairage |
Blanc |
Réflexion de la lumière maximisée, design épuré |
Extérieur/environnemental |
Bleu, vert |
Résistance à l'humidité et aux UV |
Prototypage/révision |
Rouge, Bleu, Orange |
Contrôle facile des versions, indicateur visuel |
Une entreprise européenne fabriquant des capteurs médicaux a ainsi changé la couleur de ses circuits imprimés en optant pour un masque de soudure jaune. Ce choix s'est révélé déterminant. Le fond jaune a permis aux caméras d'inspection de lire beaucoup plus facilement les étiquettes et textes blancs. Cela a réduit de 15 % les erreurs d'inspection automatisée, entraînant moins de rappels produits, des chaînes d'assemblage plus rapides, et même une reconnaissance par les autorités réglementaires pour une meilleure traçabilité.
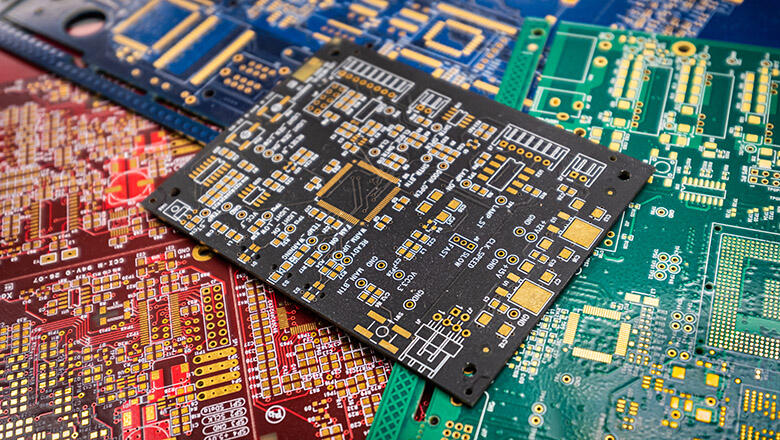
Prenons l'exemple de SparkFun. Leurs circuits imprimés violets caractéristiques sont immédiatement reconnaissables dans la communauté des bricoleurs électroniciens. Cela montre qu'en choisissant simplement une couleur unique pour le PCB, on peut créer une identité de marque forte. Ce circuit violet crie pratiquement "c'est authentique", renforçant la confiance et un sentiment d'appartenance à une communauté.
Une startup spécialisée dans l'éclairage intelligent utilise des cartes blanches dans toute sa gamme de produits. Et devinez quoi ? Leurs clients le remarquent vraiment. Dans les avis, les gens mentionnent constamment « l'aspect propre et moderne » et disent même que les lumières paraissent plus brillantes. C'est un avantage direct sur les ventes provenant d'un simple choix de couleur.
Une entreprise de suiveurs de fitness a opté pour des cartes bleues, et pas seulement parce que cela fait beau. Ils ont effectué des tests en laboratoire et ont découvert que le masque de soudure bleu améliorait légèrement la résistance des cartes aux conditions humides. Ainsi, ce choix esthétique offrait aussi un avantage pratique pour un appareil porté pendant la transpiration.

Ci-dessous, découvrez comment différents choix de couleur de circuit imprimé peuvent influencer l'assemblage, l'inspection et l'esthétique. (Pour l'article en ligne, utilisez des photos de haute qualité avec un texte alternatif descriptif.)
Couleur du PCB |
Image (exemple de texte alternatif) |
Sérigraphie suggérée |
Meilleure utilisation |
Vert |
« Circuit imprimé vert avec texte blanc en sérigraphie » |
Blanc/Noir |
Général, prototypage, fiabilité |
Bleu |
carte bleue, sérigraphie blanche, pistes dégagées |
Blanc |
Objets connectés, portables, appareils sensibles à l'humidité |
Rouge |
carte rouge, sérigraphie noire, fort contraste |
Noir/Blanc |
Marque, automobile, suivi des révisions |
Black |
cartes noires, sérigraphie blanche, traces minimales |
Blanc/Argent |
Luxe, haute-fidélité, produits grand public visibles |
Blanc |
carte blanche, sérigraphie noire, application LED |
Black |
Éclairage LED, design produit moderne |
Jaune |
carte jaune, sérigraphie noire, haut contraste |
Black |
Médical, sécurité, réparation sur site |
Violet |
carte violette, légende blanche, matériel personnalisé |
Blanc |
Open source, loisir, marque |
Orange |
carte orange, légende noire, look ludique |
Black |
Jouets, STEM, kits éducatifs |
Choisir la meilleure couleur de carte PCB ne se limite pas à l'apparence. Cela influence en réalité de nombreux aspects pratiques, comme la facilité du processus de fabrication, la rapidité avec laquelle on peut détecter les problèmes, le coût, la durabilité et la perception du produit par les clients.
Ainsi, que vous optiez pour une couleur classique pour une grande série ou que vous choisissiez une couleur originale pour faire ressortir votre produit, réfléchir au choix de la couleur est toujours une décision judicieuse.
