Introduction
La carte de circuit imprimé (PCB) est au cœur de tous les appareils électroniques, alimentant silencieusement nos téléphones, nos véhicules, nos équipements médicaux et nos satellites. Les processus de production et de fabrication en Chine, les capacités et les technologies des cartes de circuits imprimés continuent de s'améliorer. Cependant, même les cartes de la plus haute qualité ne sont pas à l'abri de l'une des défaillances les plus persistantes et les plus coûteuses de l'électronique: Lorsque les couches de la carte commencent à se séparer, des pannes électriques et des rappels de produits suivent souvent à proximité.
Comprendre le délaminage des circuits imprimés et comment l'éviter. Tout d'abord, il est nécessaire de comprendre que les causes du délaminage peuvent être divisées en quatre catégories principales : problèmes de matériaux, défauts liés au processus de fabrication, influences environnementales externes et traitements chimiques inappropriés, etc. Si l'on examine cela sous l'angle détaillé du processus de fabrication, mais aussi la manière dont l'humidité, le traitement thermique, l'assemblage et les conditions de stockage interagissent. Des défauts tels que le délaminage, les taches blanches (measling) et la microfissuration compromettent la couche superficielle d'un circuit imprimé ainsi que sa structure interne, nuisant à la fiabilité et parfois à la sécurité.
Qu'est-ce que le délaminage d'un circuit imprimé ?
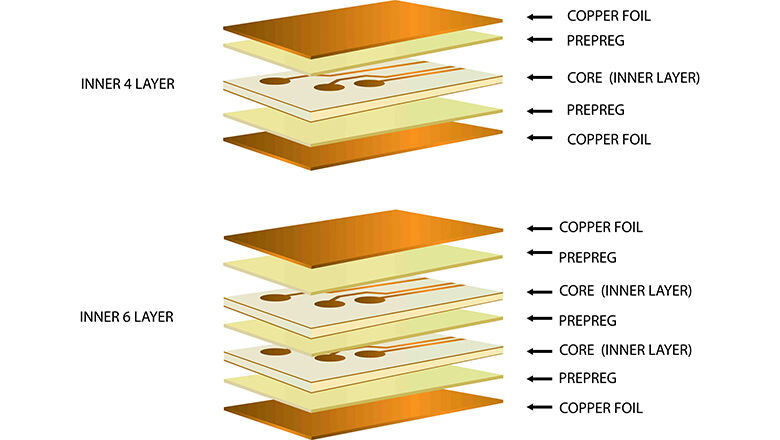
Le décollement de PCB (circuit imprimé) fait référence au phénomène de séparation entre différentes couches du circuit imprimé survenant pendant le processus de fabrication. Le décollement se produit lorsque les couches du circuit — composées de cuivre, de résine et de substrat — commencent à se détacher en raison de divers facteurs mécaniques, thermiques ou chimiques. Ce décollement peut se manifester par des bulles ou des fissures, une décoloration accompagnée de cloques, des boursouflures, voire une déformation de la couche superficielle du PCB. Lorsqu'une stratification apparaît, si elle n'est pas détectée, elle peut entraîner une absorption d'humidité dans le PCB, accélérant ainsi des dommages supplémentaires, ce qui conduit à la perte de fonctionnalité du circuit imprimé.
En se basant sur certains matériaux couramment utilisés, des matériaux de panneau comme le FR-4 ou le polyimide sont utilisés comme matériaux de base pour les circuits imprimés. Ces stratifiés, adhésifs et feuilles de cuivre sont soigneusement conçus mais restent vulnérables. Exposés à une humidité excessive ou soumis à des cycles thermiques, même les stratifiés de qualité supérieure peuvent se détériorer si leur fabrication et leur manipulation ne sont pas correctes.
Structure du circuit imprimé |
Rôle |
Risque de délaminage |
Couche conductrice en cuivre |
Transmet les signaux |
Peut se fissurer ou faire des cloques si la couche superficielle du circuit imprimé se détache |
Couche diélectrique |
Isolation entre les couches |
Emprisonne l'humidité, souvent la première à « s'écailler » |
Stratifié (FR-4/Polyimide) |
Matériau principal du circuit |
Un type/Tg incorrect peut provoquer un délaminage |
Couche de surface/masque à souder |
Protection et isolation |
Le délaminage de la couche de surface compromet la protection des pastilles/pistes |
Pourquoi le délaminage des circuits imprimés est-il un problème critique
Pourquoi le délaminage suscite-t-il autant d'attention dans le monde des circuits imprimés ? Tout simplement : si un délaminage se produit, l'ensemble du circuit imprimé peut tomber en panne. Le circuit imprimé constitue l'élément fondamental pour la transmission des signaux et des circuits sur l'ensemble de la carte de contrôle.
Pourquoi le délaminage est-il si dangereux :
- Pannes électriques : La plus directe est l'interruption des trajets conducteurs ; la perte d'alimentation ou de données entraîne des défaillances aléatoires.
- Points chauds thermiques : Étant donné que les espaces d'air causés par la délamination ont un faible transfert thermique, ils créent des « points chauds » locaux qui finissent par accélérer une défaillance supplémentaire.
- Affaiblissement structurel : Du point de vue structurel, lorsque les matériaux de base du circuit imprimé se délaminent, ils perdent leur résistance mécanique et sont sujets à des fissures, en particulier lors de l'assemblage ou des travaux de reprise.
- Dommages à long terme : L'humidité présente dans le substrat du circuit imprimé continue d'attaquer de l'intérieur, provoquant de la corrosion, des taches blanchâtres (measling) et des cloques supplémentaires. C'est un facteur provoqué par l'environnement externe.
- Risques cachés : Même si la délamination ne bloque pas nécessairement un appareil au départ, elle réduit la durée de vie du circuit imprimé, provoquant une défaillance prématurée bien avant la fin de vie prévue, et le circuit imprimé a perdu sa performance fondamentale.
Causes de la délamination des circuits imprimés : Les facteurs principaux
Si vous souhaitez résoudre le problème de stratification, commencez par en identifier les causes.
Comprendre les causes de la délamination des circuits imprimés et pourquoi celle-ci se produit est la première étape vers la prévention.
1. Absorption d'humidité et humidité
Les matériaux de base des circuits imprimés sont hygroscopiques — le phénomène d'absorption d'humidité est généralement étroitement lié à des facteurs tels que la structure chimique et la porosité des matériaux utilisés, ainsi qu'à l'humidité ambiante. Les substrats courants pour circuits imprimés, comme le FR-4 (matériau composite en tissu de verre et résine époxy), présentent certaines pores et peuvent absorber l'humidité de l'air. Cela signifie qu'ils absorbent l'humidité de l'environnement, particulièrement si le circuit est laissé sans protection dans un environnement humide. Un excès d'humidité dans le circuit imprimé peut être piégé dans le matériau de base et exposé à l'humidité pendant la fabrication, le stockage ou le transport. Par la suite, une exposition à haute température durant les cycles de soudure transforme cette humidité en vapeur.
- Lorsque l'humidité piégée dans le circuit imprimé est chauffée au-delà du point d'ébullition de l'eau, elle crée une pression interne puissante. Si le stratifié ne peut pas évacuer ou absorber cette pression, les couches commencent à se séparer, ce qui entraîne une dégradation des performances électriques, une dilatation thermique inégale, une résistance mécanique réduite, et même des problèmes tels que des courts-circuits électriques, jusqu'à la délamination finale.
- Les conditions de stockage des matériaux stratifiés sont critiques. Lorsque l'humidité dans l'air augmente, elle accélère également l'adsorption d'humidité. Si la surface du substrat absorbe de l'humidité, le taux d'absorption d'humidité augmente avec l'élévation de l'humidité. Ainsi, ne pas sceller sous vide ou ne pas faire cuire les circuits imprimés avant l'assemblage constitue une cause majeure.
- L'humidité dans le substrat du circuit imprimé peut également provoquer l'apparition de taches blanchâtres (voir ci-dessous).
2. Contraintes thermiques et traitement thermique
Lorsque le circuit imprimé entre dans la phase d'assemblage et de traitement SMT, chaque carte subit un stress thermique répété pendant l'assemblage. Le traitement thermique (soudage par refusion, soudage à la vague, réparation) chauffe la carte au-dessus de 200 °C. Après avoir été exposée à des températures élevées, si le stratifié est ancien, possède un type de résine inadapté ou n'a pas été préalablement cuit, un délaminage peut survenir.
- Un profil thermique inadéquat ou le dépassement de la Tg spécifiée pour la résine (température de transition vitreuse, par exemple en utilisant un matériau FR-4 avec un type de Tg incorrect) sont des causes fréquentes. Par conséquent, lors du choix des matériaux, les exigences liées à l'application finale du produit doivent également être évaluées, et une classe de Tg appropriée doit être sélectionnée.
- Soumises à des cycles thermiques, l'expansion et la contraction des couches finissent par desserrer les liaisons, notamment sur les cartes HDI ou celles dotées de conducteurs en cuivre épais.
3. Problèmes de fabrication et de matériaux
- Mauvais processus de fabrication : Toute particule, huile ou laminage inadéquat pendant la pression du circuit peut toujours provoquer un délaminage. Dans les ateliers d'aujourd'hui équipés de lignes de production entièrement automatisées, ce facteur a été grandement réduit.
- Type de Tg incorrect : L'FR-4 ou le polyimide doivent correspondre au traitement thermique réel de votre assemblage.
- Des matériaux de circuit anciens, hors spécifications ou une résine expirée peuvent provoquer un délaminage . Il est recommandé d'utiliser des matériaux provenant de marques internationales couramment utilisées.
- Matériau avec un type de Tg incorrect : Si le processus de refusion dépasse systématiquement la température maximale supportée par votre substrat, la formation de cloques par délaminage n'est qu'une question de temps. Comme mentionné ci-dessus, le choix d'un substrat adapté en fonction de la température de transition vitreuse (Tg) peut réduire la probabilité de ce problème.
4. Déclencheurs mécaniques et chimiques
- Courber le circuit, une manipulation inadéquate ou des chocs peuvent provoquer un délaminage, surtout lorsque les liaisons ont été affaiblies par l'humidité ou la chaleur.
- Les agents de nettoyage, les flux et les résidus de masque de soudure, s'ils ne sont pas correctement nettoyés, peuvent dégrader l'interface entre la couche de surface et la base, provoquant ainsi un délaminage.
Déclencheurs mécaniques et chimiques, fréquemment observés lors des étapes ultérieures de retraitement et de production d'assemblage, causés par des facteurs externes.
Tableau récapitulatif : causes du délaminage des circuits imprimés
Catégorie de cause |
Déclencheur / erreur typique |
Humidité/absorption |
Cartes piégées, non cuites ou exposées |
Température |
Profil trop chaud, cycles multiples de refusion/soudure à l'onde |
Les produits manufacturés |
Pressage/laminage défectueux, résine périmée, surfaces sales |
Manipulation des matériaux |
Tg incorrect, matériaux hors spécifications, mauvais stockage |
Chimique |
Résidus de flux/agent de nettoyage, atmosphère corrosive |
Mechanical |
Flexion/choc excessif lors de la manipulation après fabrication |
Measling et fissuration PCB : formes apparentées de délamination
La délamination, le measling et la fissuration sont souvent confondus mais représentent des défauts distincts dans le domaine des circuits imprimés — chacun ayant ses propres causes et risques. Ces différents problèmes de qualité n'affectent pas seulement l'apparence du circuit imprimé, mais peuvent également nuire gravement à ses performances électriques et à sa fiabilité.
Measling et défauts PCB
Le measling correspond à la formation de très petits points blancs délamellisés, généralement situés aux intersections des fibres de verre dans le matériau de base du circuit imprimé. Ces points apparaissent sous forme de minuscules taches blanches sous le masque de soudure ou le stratifié et peuvent parfois être confondus avec une délamination précoce. Le measling et la délamination des circuits imprimés sont liés, car ils résultent tous deux d'une dégradation des matériaux stratifiés, souvent provoquée par un excès d'humidité dans le circuit imprimé ou par des procédés de fabrication inadéquats.
- Les mésanges sont généralement causées par l'oxydation ou la corrosion de la couche métallique à la surface du circuit imprimé (comme la couche de cuivre), par l'humidité, ou peuvent être dues à un revêtement ou un traitement de surface inapproprié, en particulier lorsque les cartes sont exposées à des changements thermiques rapides ou soumises à des chocs thermiques pendant le soudage.
- Lorsque l'humidité est piégée dans les matériaux de base du circuit imprimé ou lorsque les matériaux subissent un durcissement inadéquat, de petites taches blanches apparaissent. Avec le temps, ces taches peuvent s'agrandir, entraînant un délaminage plus sévère si elles ne sont pas corrigées.
Fissuration superficielle
Le craquelage se caractérise par un motif en réseau de microfissures traversant le stratifié de base du circuit imprimé. Il est généralement causé par une fatigue du matériau, un mauvais contrôle des textes et graphiques pendant le processus de soudage, ou des opérations mécaniques inappropriées telles qu'un perçage ou une découpe défectueux. Contrairement aux taches blanches localisées, le craquelage couvre souvent de plus vastes zones, créant une apparence en filet ou en maille sous le masque de soudure. Bien que le craquelage ne provoque pas toujours un délaminage, il constitue un indicateur visible de contrainte et peut affaiblir l'intégrité structurelle du circuit.
Lorsque des formes apparentées de délaminage sont préoccupantes
- Les taches blanches et le craquelage peuvent entraîner un délaminage si le circuit est soumis à des contraintes supplémentaires dues à des cycles thermiques ou mécaniques, ou si l'humidité piégée se dilate pendant l'assemblage ou l'utilisation du produit.
- Les circuits présentant la formation de très petits points blancs délamines doivent être mis en quarantaine pour inspection et tests complémentaires. Effectuez régulièrement des vérifications de problèmes sur les matériaux ou des tests de base avant utilisation.
- En adoptant des processus scientifiques de conception, de fabrication et de test, le taux d'apparition de ces problèmes peut être considérablement réduit, et la fiabilité ainsi que la stabilité à long terme des cartes PCB peuvent être améliorées.
Tableau comparatif rapide : Measling vs. Crazing vs. Délamination
Défaut |
Indicateur visuel |
Cause principale |
Impact sur le PCB |
Measling |
Petites taches blanches au niveau des faisceaux de fibres |
Humidité, problèmes de durcissement |
Esthétique si isolé, risqué en cas de propagation |
Fissuration superficielle |
Fines fissures en forme de réseau dans le stratifié |
Cycles thermiques/mécaniques |
Souvent cosmétique, mais affaiblit le stratifié |
Délamination |
Grands cloques, bulles, décollement |
Chaleur, humidité, Tg incorrect, procédé |
Majeur — peut provoquer la perte totale du circuit ou de l'isolation |
Effets et conséquences du délaminage des PCB
Le PCB, en tant que matériau électronique de haute précision. Les conséquences du délaminage et de ses formes associées sur les PCB sont étendues, affectant les aspects électriques, thermiques et mécaniques d'un dispositif. La conséquence la plus directe est la dégradation des propriétés mécaniques et électriques de la plaque, voire une défaillance fonctionnelle.
Problèmes de performance électrique
Les courts-circuits et les circuits ouverts sont les manifestations les plus courantes et également les diagnostics de routine qui reflètent le mieux le phénomène de délaminage.
- Interruption du conducteur : Là où les conducteurs ou pistes se séparent du matériau de base , les circuits s'ouvrent, entraînant un mauvais fonctionnement du dispositif ou des pannes intermittentes.
- Courts-circuits et CAF : La délaminage peut créer de nouveaux chemins pour la filamentation anodique conductrice (CAF), reliant des trous de fixation ou des pistes en cuivre.
Implications thermiques et structurelles
Souvent, lors du processus de soudage, le délaminage s'intensifie lorsqu'il est exposé à la chaleur. Ou bien des fissures et déformations sont causées par des forces externes.
- Isolation thermique : Les cloques et espaces réduisent le transfert de chaleur, provoquant une surchauffe et une dégradation localisée rapide des composants situés près des zones délaminées.
- Affaiblissement mécanique : Le circuit perd sa capacité à se plier ou à résister aux charges de choc, ce qui entraîne des fissures et un délaminage plus étendu.
Humidité et Corrosion
L'influence des substrats tels que l'FR-4 et le CM-1 absorbant l'humidité de l'air dans un environnement à forte humidité.
- L'humidité piégée dans le circuit imprimé provoque non seulement une expansion lorsqu'elle est chauffée, mais peut également accélérer la corrosion, en particulier au niveau des trous métallisés ou des pistes en cuivre exposés dans la zone de délaminage.
- Une exposition répétée à une forte humidité et des conditions de stockage inadéquates des matériaux stratifiés entraîne une dégradation continue, conduisant ainsi à.
Impact sur la durée de vie et la fiabilité du produit
Pour un fabricant de circuits imprimés à grande échelle, bien que l'optimisation de l'environnement externe et la gestion des normes opérationnelles aient permis d'éviter le problème de délaminage, son apparition aurait un impact considérable sur la durée de vie du circuit imprimé lui-même et sur la fiabilité des produits finaux.
- Le délaminage et ses variantes (measling, crazing) réduisent la durée de vie effective du circuit imprimé, ce qui fait que même des appareils passant les tests fonctionnels initiaux peuvent commencer à tomber en panne plusieurs mois ou années plus tard ; cela raccourcit considérablement la durée de service du produit.
- Ces défaillances cachées peuvent entraîner des rappels coûteux et nuire à la réputation de la marque, car les dispositifs tombent en panne de manière inattendue sur le terrain.
Comment savoir si un circuit imprimé est endommagé (symptômes et types de délaminage)
La meilleure façon de résoudre les problèmes est de les prévenir. Connaître les symptômes du délaminage des circuits imprimés est essentiel pour une détection précoce et une atténuation efficace ; nous pouvons identifier le problème grâce aux indices suivants.
Cues visuelles
- Une zone décolorée sous le masque de soudure indique souvent une accumulation d'humidité ou un début de délaminage.
- Les cloques ou bulles le long de la couche superficielle ou aux points internes de superposition sont des indicateurs directs.
- Cloque due au délaminage : Une région gonflée ou souple qui semble surélevée par rapport à la surface du circuit imprimé.
- Petites taches blanches délaminées : Signe de mésillage, en particulier après des cycles thermiques.
Indices électriques et fonctionnels
- Des défaillances soudaines ou intermittentes, en particulier après que le circuit a subi des cycles de haute température.
- Les circuits échouent après le passage en refusion ou en soudure par vague, lorsque des yeux sont involontairement pontés.
- Des mesures de résistance inhabituelles ou une perte de continuité sur les pistes en cuivre.
Indicateurs mécaniques
- Les cartes présentent un gauchissement anormal, une flexion ou une sensation d'élasticité lorsqu'elles sont manipulées près de zones délaminées.
Pourquoi et comment le délaminage se produit pendant la soudure et les traitements thermiques
Chaque carte PCB doit subir un procédé d'assemblage à haute température, mais le délaminage est particulièrement probable durant les étapes d'assemblage à haute température, et plusieurs causes de délaminage de PCB font le lien entre conception, matériaux et procédé. Par conséquent, on peut résumer quels maillons de la fabrication et de la conception de ce PCB doivent être optimisés.
La soudure et la refusion comme facteurs déclencheurs
- Le traitement thermique, comme le refusion et le brasage par vague, expose les cartes à des températures supérieures au point d'ébullition de l'eau (100 °C) et parfois supérieures à 250 °C. Cette température constitue une valeur minimale exigeante pour la résistance à la chaleur du circuit imprimé.
- L'humidité piégée dans la matière de base du circuit imprimé se vaporise, créant une pression interne ; cette situation se produit lorsqu'il reste de l'humidité dans la couche interne du circuit imprimé.
- Si la pression dépasse la capacité d'adhérence du matériau, un décollement des couches se produit — en particulier dans les zones les plus faibles, comme l'entrée des vias ou le bord des pastilles de cuivre.
Causes fréquentes de décollement pendant l'assemblage :
- Température de transition vitreuse (Tg) inadéquate ou incorrecte dans les matériaux stratifiés (par exemple, utilisation d'un matériau FR-4 avec un type de Tg inadapté au brasage sans plomb). Dans les exigences de fabrication des circuits imprimés, il est particulièrement important de sélectionner la spécification et le modèle appropriés du matériau de base.
- Les cartes ne sont pas pré-cuites ni scellées sous vide, exposées à l'humidité avant le soudage. Dans les processus de fabrication actuels, ce facteur constitue à peine une cause. Toutefois, pour les matériaux dont l'emballage a été ouvert, ils doivent être utilisés au plus vite afin d'éviter la perte de matériel.
- Matières premières de mauvaise qualité pour cartes électroniques ayant absorbé de l'humidité ou dégradées.
Pourquoi une délamination à grande échelle peut survenir
- Si la délamination commence en un point de soudure, elle peut se propager vers l'extérieur, entraînant une délamination à grande échelle affectant plusieurs couches de matériau de base.
Types d'essais pour mesurer la délamination des cartes électroniques
Des types rigoureux d'essais pour mesurer la délamination sont utilisés dans toute l'industrie des cartes électroniques, permettant une détection proactive et une assurance de la qualité.
Principales méthodes d'essai
Type de Test |
Objectif/Résultat |
Microscopie acoustique de balayage (SAM) |
Met en évidence les vides, cloques et espaces invisibles à l'œil nu |
Analyse thermomécanique (TMA) |
Détermine les caractéristiques de dilatation, identifie les points faibles lors des variations de température |
Essai de flottaison sur soudure |
Évalue la stabilité dans des conditions de chaleur élevée et de soudure en ébullition |
Essai de contrainte des interconnexions (IST) |
Mesure l'intégrité des vias et des plaquages soumis à des cycles thermiques répétés |
Analyse par microsection |
Inspecte directement les couches en coupe transversale pour détecter les vides internes |
Méthodes de prévention du délaminage et solutions
La protection contre le délaminage est plurielle, reposant sur la conception, le stockage, le traitement, ainsi que sur les relations avec les fournisseurs.
Choix de conception et de matériau
- Après avoir compris les performances finales et l'application du matériau, sélectionnez le matériau FR-4 ou des matériaux de circuit imprimé alternatifs avec une température de transition vitreuse (Tg) et une résistance à l'humidité appropriées.
- Si le produit est utilisé dans des environnements à forte humidité, utilisez des résines renforcées ou appliquez des revêtements conformes protecteurs pendant l'assemblage des cartes électroniques (PCBA).
Contrôles de fabrication et de transformation
- Maintenir un contrôle strict de l'humidité dans les zones de stockage et de fabrication, et appliquer rigoureusement les règles et réglementations opérationnelles.
- Soumettre toutes les cartes à un traitement thermique préalable pour en éliminer l'humidité avant le soudage, notamment avant des assemblages à haute température ou en plusieurs passes.
- Auditer les fournisseurs afin d'assurer la traçabilité des matières premières et exiger des matériaux dotés du type correct de Tg.
Meilleures pratiques d'assemblage
- Utiliser des profils adaptés afin que la couche superficielle d'un circuit imprimé et le cuivre n'excèdent jamais les limites spécifiées par le fabricant.
- Prévoir un refroidissement entre les cycles thermiques afin de minimiser la fatigue due à l'expansion/contraction.
Manipulation Sécurisée
- Sensibiliser le personnel à une manipulation délicate et porter des gants pour éviter les microfissures.
- Inspecter régulièrement la présence de taches, de cloques et de petits endroits partiellement dédoublés ; dès que des matériaux anormaux sont détectés, ils doivent être immédiatement classés dans la zone des matériaux inutilisables et entreposés en conséquence.
Contrôle de l'environnement
- Utiliser des entrepôts climatisés pour les conditions de stockage des matériaux stratifiés.
- Surveiller à l'aide de capteurs d'humidité et de température afin d'éviter l'absorption d'humidité.
Étapes de réparation du délaminage de PCB
Si un délaminage s'est produit, la fonction de certains matériaux peut encore être restaurée par une réparation professionnelle :
- Diagnostiquer à l'aide d'un examen visuel ou d'un examen au microscope acoustique (SAM).
- Interrompre toute manipulation supplémentaire (afin d'éviter la propagation de bulles ou de fissures).
- Nettoyer soigneusement la zone — éviter les agents de nettoyage agressifs qui dissolvent les adhésifs.
- Perforer un petit trou de décharge si nécessaire pour injecter de l'époxy dans la zone délaminée.
- Injecter une résine époxy de haute spécification et appliquer une pression compressive.
- Durcir à température contrôlée afin de restaurer l'adhérence.
- Effectuer de nouveaux tests par vérification de la continuité électrique et des essais de contrainte.
Questions fréquemment posées
Q : Quelle est la principale cause de délaminage dans les circuits imprimés multicouches modernes ?
R : Les principaux facteurs pouvant entraîner un délaminage aujourd'hui sont l'humidité non contrôlée dans le substrat du circuit imprimé et son stockage, l'utilisation de matériaux stratifiés avec un Tg incorrect ou insuffisant pour le processus d'assemblage, ainsi qu'une fabrication ou des pratiques de stratification médiocres.
Q : Comment puis-je prévenir le délaminage si les circuits imprimés doivent subir plusieurs cycles de soudure ou de retouche ?
R : Utilisez un matériau de carte à haut Tg, surveillez attentivement l'humidité, emballez sous vide entre les opérations et faites cuire les cartes avant de les exposer à nouveau à des températures élevées.
Q : Chaque zone décolorée ou bulle indique-t-elle un délaminage critique ?
A : Toute anomalie visuelle ne nécessite pas un rebut. De petites taches blanches délamellées (pétéchies) ne provoquent pas toujours une délamination, mais surveillez toujours leur propagation. Une décoloration indique souvent une humidité piégée — corrigez les causes racines avant de poursuivre l'assemblage.
Q : Quelle est la différence entre les pétéchies, le craquelage et la délamination ?
A : Les pétéchies correspondent à l'apparition de petites taches blanches, le craquelage se présente sous forme d'un réseau de fines fissures, et la délamination survient lorsqu'une séparation physique réelle ou des cloques apparaissent dans le stratifié du circuit imprimé ou entre le cuivre et le substrat.
Q : Un agent de nettoyage inapproprié peut-il provoquer une délamination ?
A : Oui — en particulier, des solvants agressifs peuvent dégrader l'adhérence au niveau de la couche superficielle du circuit imprimé ou entre les couches, entraînant éventuellement une délamination.
Q : Pourquoi certaines zones du circuit sont-elles plus sujettes à la délamination que d'autres ?
A : La délamination commence souvent aux points de contrainte thermique ou mécanique — les bords, les groupes de vias ou autour des yeux de soudure — en particulier là où la densité des conducteurs est élevée ou là où les couches ont une faible résistance d'adhérence.
Q : Quels types de tests devraient faire partie de notre contrôle qualité entrant et sortant pour les circuits imprimés ?
A : Utilisez l'analyse par microsection, la TMA, le test IST, le SAM et l'essai de flottaison à la soudure pour mesurer à la fois la délamination potentielle et existante dans tous les lots critiques. Documentez toujours les types de défaillance et suivez leurs tendances.
Conclusion et rappel des meilleures pratiques
Le circuit imprimé (PCB) est un matériau électronique travaillé avec une grande précision. Il impose des exigences et des normes très strictes en matière de sélection et de stockage des matériaux, de maîtrise des procédés, ainsi que d’emballage sous vide et de stockage des produits finis. Le délaminage est un mécanisme complexe de défaillance résultant de l'humidité, du choix des matériaux, de mauvais procédés de fabrication et d'un traitement thermique inapproprié. Des événements tragiques tels que des délaminages à grande échelle, des pannes soudaines sur le terrain ou des rappels découlent tous de ces principales causes de délaminage des circuits imprimés ; après avoir identifié le problème, choisissez une solution appropriée et minimisez autant que possible les pertes.
Votre liste de contrôle pour la prévention du délaminage :
- Utilisez toujours les matériaux de carte adéquats disposant d'une température de transition vitreuse (Tg) certifiée adaptée aux températures spécifiques de votre procédé.
- Exercez un contrôle rigoureux sur la manière et l'endroit où vous stockez les matériaux stratifiés, et assurez-vous que tous les PCB —en entrée ou en sortie—soient manipulés conformément à des règles climatiques strictes.
- Mettez en place une surveillance de l'humidité et ne sautez pas l'étape du pré-séchage, surtout pour les cartes qui auraient pu absorber de l'humidité.
- Choisissez des fournisseurs disposant de certifications solides pour leurs processus et matériaux, et effectuez des vérifications régulières auprès d'eux.
- Formez chaque personne manipulant ou assemblant des cartes sur ce qu'est le délaminage et comment l'éviter —ce qui signifie leur apprendre à repérer et signaler tout ce qui semble ou agit de manière anormale.
- Effectuez des tests rigoureux et fiables pour détecter le délaminage dans le cadre de vos contrôles de processus habituels et de votre contrôle qualité final.

