Úvod
Doska plošných spojov (DPS) je srdcom každého elektronického zariadenia, ktorá ticho napája naše telefóny, vozidlá, lekársku techniku a satelity. Keďže výrobné a vývojové procesy, schopnosti a technológie Číny pri výrobe dosiek plošných spojov sa neustále zlepšujú. Napriek tomu ani najkvalitnejšie dosky nie sú imúnne voči jednej z najtrvalejších a najnákladnejších porúch v elektronike: odvrstveniu DPS. Keď sa vrstvy dosky začnú oddeliť, často nasledujú elektrické poruchy a stiahnutie výrobkov z trhu.
Pochopenie delaminácie dosky plošných spojov a spôsobov, ako ju predchádzať. Najprv je potrebné pochopiť, že príčiny delaminácie možno zhruba rozdeliť do štyroch kategórií: problémy s materiálom, výrobným procesom, vonkajšími environmentálnymi vplyvmi a nevhodnými chemickými ošetreniami atď. Ak sa na to pozrieme podrobnejšie z hľadiska výrobného procesu, ale aj z pohľadu toho, ako na seba navzájom pôsobia vlhkosť, tepelné spracovanie, montáž a podmienky skladovania. Defekty, ako je delaminácia, vznik bieleho bodkovitého povrchu (measling) a trhliny (crazing), poškodzujú povrchovú vrstvu DPS a vnútornú štruktúru, čím ohrozujú spoľahlivosť a niekedy aj bezpečnosť.
Čo je delaminácia DPS?
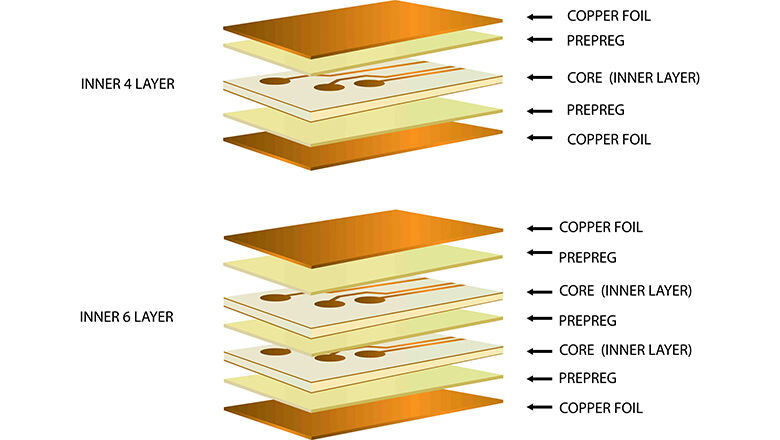
Delaminácia DPS (tlačeného spojovacieho obvodu) označuje jav oddelenia alebo odlúpenia jednotlivých vrstiev dosky počas výrobného procesu. K delaminácii DPS dochádza, keď sa vrstvy dosky – kombinácie medi, živice a substrátu – začnú oddeľovať v dôsledku rôznych mechanických, tepelných alebo chemických podnetov. Delaminácia sa môže prejaviť vo forme puzdrí alebo medzier, zmeny farby a vzniku puzdrí, vreciek alebo dokonca skrútenia povrchovej vrstvy DPS. Keď k laminácii dôjde, ak nie je odstránená, môže viesť k nasávaniu vlhkosti do DPS, čo zrýchľuje ďalšie poškodenie, a to má za následok stratu funkčnosti DPS.
Súdя podľa niektorých bežne používaných materiálov, dosky ako FR-4 alebo polyimid sa používajú ako základné materiály pre plošné spoje. Tieto lamináty, lepidlá a mediene fólie sú vysoce špecializované, no napriek tomu zostávajú náchylné na poškodenie. Pri vystavení nadmernému vlhku alebo teplotným cyklom môže dôjsť k ich oddeleniu, ak neboli správne vyrobené a manipulované.
Štruktúra plošného spoja |
Rola |
Riziko delaminácie |
Vrstva medeného vodiča |
Prepája signály |
Môže prasknúť alebo nabubliňovať, ak sa oddelí povrchová vrstva plošného spoja |
Dielektrická vrstva |
Izolácia medzi vrstvami |
Zachytáva vlhkosť, často prvá, ktorá sa začne „oddeľovať“ |
Laminát (FR-4/Polyimid) |
Hromadný doskový materiál |
Nesprávny typ/Tg môže spôsobiť odlupovanie vrstiev |
Povrchová vrstva/lak na spájkovanie |
Ochrana a izolácia |
Odlupovanie povrchovej vrstvy narušuje ochranu plôšok a spojov |
Prečo je odlupovanie vrstiev dosky PCB kritickým problémom
Prečo sa odlupovaniu vrstiev dosiek PCB venuje tak veľká pozornosť? Jednoducho povedané: ak dôjde k odlupovaniu, celá doska PCB môže zlyhať. Doska PCB slúži ako základná súčasť pre prenos signálov a obvodov v celej riadiacej doske.
Prečo je odlupovanie také nebezpečné:
- Elektrické poruchy: Najpriamejšou je prerušenie vodičových dráh; dochádza k strate napájania alebo dát a vznikajú náhodné chyby.
- Tepelné horúce body: Pretože vzduchové medzery spôsobené delamináciou majú nízky prenos tepla, vznikajú lokálne „horúce body“, ktoré nakoniec zrýchľujú ďalšie poruchy.
- Štrukturálna slabosť: Z hľadiska štruktúry, keď sa základné materiály DPS odlepujú, strácajú mechanickú pevnosť a sú náchylnejšie na praskanie, najmä počas montáže alebo opravy.
- Dlhodobé poškodenie: Vlhkosť v substráte DPS neustále útočí zvnútra, čo vedie ku korózii, vzniku bodiek (measling) a ďalšiemu púčaniu. Toto je faktor spôsobený vonkajším prostredím.
- Skryté riziká: Aj keď delaminácia nemusí zariadenie na začiatku zastaviť, skracuje životnosť DPS – spôsobuje, že produkty zlyhajú oveľa skôr, než je ich plánovaná doba životnosti, a DPS už stratil svoje najzákladnejšie vlastnosti.
Príčiny delaminácie DPS: Hlavné faktory
Ak chcete vyriešiť problém so stratifikáciou, začnite od príčin.
Pochopenie príčin delaminácie dosky s plošnými spojmi a dôvodov, prečo k delaminácii dochádza, je prvým krokom k jej predchádzaniu.
1. Prijímanie vlhkosti a relatívna vlhkosť
Základné materiály dosiek s plošnými spojmi sú hygroskopické – jav absorpcie vlhkosti je zvyčajne úzko spojený s faktormi, ako je chemická štruktúra a pórovitosť použitých materiálov, ako aj okolitá vlhkosť. Bežné substráty PCB, ako napríklad FR-4 (kompozitný materiál zo skleneného plátna a epoxidovej pryskyričky), majú určitú pórovitosť a môžu pohlcovať vlhkosť zo vzduchu. To znamená, že pohlcujú vlhkosť z prostredia, najmä ak zostane doska nechránená vo vysokom stupni vlhkosti. Nadmerná vlhkosť v doske s plošnými spojmi môže byť zachytená v základnom materiáli dosky a vystavená vlhkosti počas výroby, skladovania alebo prepravy. Neskôr sa pri vystavení vysokým teplotám počas spájkovacích cyklov táto vlhkosť premení na paru.
- Keď sa vlhkosť zachytená v doske PCB zohreje na teplotu vyššiu ako bod varu vody, vzniká silný vnútorný tlak. Ak materiál nemôže tento tlak uvoľniť alebo absorbovať, vrstvy sa začnú oddeľovať, čo vedie k poklesu elektrického výkonu, nerovnomernému tepelnému rozťahovaniu, zníženiu mechanické pevnosti a dokonca k problémom ako sú skraty alebo úplné odlupovanie vrstiev.
- Podmienky skladovania laminátových materiálov sú kritické. Keď sa vlhkosť vo vzduchu zvyšuje, zrýchľuje sa aj adsorpcia vlhkosti. Ak povrch substrátu absorbuje vlhkosť, rýchlosť absorpcie vlhkosti stúpa so zvyšujúcou sa vlhkosťou. Preto nedodržanie vákuového zabalenia alebo predtavenia dosiek PCB pred montážou patrí medzi hlavné príčiny.
- Vlhkosť v substráte dosky PCB môže spôsobiť aj vznik puchýrkov (pozri nižšie).
2. Termické namáhanie a termické spracovanie
Keď doska PCB vstupuje do etapy montáže a spracovania SMT, každá doska je vystavená opakovanému tepelnému stresu počas montáže. Tepelné spracovanie (reflujné spájkovanie, spojovanie vo vlnách, oprava) zohrieva dosku nad 200 °C. Po vystavení vysokým teplotám môže nastať delaminácia, ak je laminát starý, má nesprávny typ pryskyriča alebo nebol predtým vyhriaty.
- Zlé tepelné profily alebo prekročenie špecifikovanej teploty skleného prechodu pryskyriča (Tg – Glass Transition Temperature), napríklad použitie materiálu FR-4 s nesprávnym typom Tg, sú bežnými spúšťačmi. Preto pri výbere materiálov by mali byť zohľadnené požiadavky konečnej aplikácie výrobku a vybraná vhodná trieda Tg.
- Vystavenie tepelnému cyklovaniu spôsobuje rozťahovanie a zmršťovanie vrstiev, čo postupne uvoľňuje väzby, najmä u HDI dosiek alebo dosiek s hrubými mediánmi.
3. Výrobné a materiálové problémy
- Chybné výrobné procesy : Akékoľvek častice, oleje alebo nesprávne laminovanie počas lisovania dosky môžu vždy spôsobiť oddeľovanie vrstiev. Vo dnešných úplne automatizovaných dielňach výrobných liniek bol tento faktor výrazne znížený.
- Nesprávny typ Tg : FR-4 alebo polyimid musia zodpovedať skutočnému tepelnému spracovaniu vašej zostavy.
- Staré, mimo špecifikácie doskové materiály alebo vypršaná životnosť smoly môžu spôsobiť oddeľovanie vrstiev . Odporúča sa používať materiály z bežne používaných medzinárodných značiek.
- Materiál s nesprávnym typom Tg : Ak sa teplota reflow procesu neustále dostáva vyššie, než na akú je váš substrát určený, vznik bublín pri oddeľovaní vrstiev je len otázkou času. Ako už bolo spomenuté vyššie, výber vhodného substrátu pre Tg môže znížiť pravdepodobnosť tohto problému.
4. Mechanické a chemické spúšťače
- Ohýbanie dosky, nesprávne manipulovanie alebo nárazy môžu spôsobiť oddeľovanie vrstiev, najmä keď sú väzby oslabené vlhkosťou alebo teplom.
- Čistiace prostriedky, tavidlá a zvyšky spájkovacej masky, ak nie sú správne odstránené, môžu poškodiť rozhranie medzi povrchovou vrstvou a základom, čo vytvára predpoklady pre delamináciu.
Mechanické a chemické spúšťače sa bežne vyskytujú pri neskoršom spracovaní a montážnom výrobe, spôsobené vonkajšími faktormi.
Zhrnutie: Príčiny delaminácie dosiek plošných spojov
Kategória príčiny |
Typický spúšťač / chyba |
Vlhkosť / nasákavosť |
Uviaznuté, nevypálené alebo vystavené dosky |
Teplota |
Príliš horúci profil, viaceré cykly reflow / lemovania vlnou |
Výroba |
Chybné lisovanie / laminácia, vypršaná živica, špinavé povrchy |
Spracovanie materiálov |
Nesprávne Tg, materiály mimo špecifikácie, zlé skladovanie |
Chemický |
Zvyšky toku/čistiaceho prostriedku, korózne prostredie |
Mechanické |
Excesívne ohýbanie/náraz počas manipulácie po výrobe |
Mliečnate zafarbené miesta a praskliny na doske plošných spojov: Súvisiace formy odlupovania
Odlupovanie, mliečnate zafarbené miesta a praskliny sú často zamieňané, no predstavujú odlišné vady pri doskách plošných spojov – každá s vlastnou sadou rizík a príčin. Tieto kvalitatívne problémy nielen ovplyvňujú vzhľad DPS, ale môžu tiež vážne ovplyvniť jej elektrický výkon a spoľahlivosť.
Mliečnate zafarbené miesta a vady DPS
Mliečnate zafarbené miesta sú tvorba veľmi malých bielych odlamenovaných škvŕn, zvyčajne na križovatkách sklenených vlákien v základnom materiáli DPS. Prejavujú sa ako jemné biele bodky pod spájkovou maskou alebo laminátom a niekedy sa mylne považujú za počiatočné štádium odlupovania. Medzi mliečnatým zafarbením a odlupovaním DPS existuje určitý vzťah, pretože obe javy vznikajú následkom porušenia laminátových materiálov, často spôsobeného nadbytkom vlhkosti v DPS alebo nedostatkom v procese výroby.
- Mliečne škvrny sú zvyčajne spôsobené oxidáciou alebo koróziou kovovej vrstvy na povrchu dosky plošných spojov (napríklad medenej vrstvy), alebo prítomnosťou vlhkosti, alebo môžu byť spôsobené nevhodným povlakom alebo povrchovou úpravou, najmä keď sú dosky vystavené rýchlym teplotným zmenám alebo tepelným šokom počas spájkovania.
- Keď je vlhkosť zachytená v základových materiáloch dosky plošných spojov alebo keď materiály prejdú nevhodným tuhnutím, objavia sa malé biele škvrny. V priebehu času môžu tieto škvrny rásť a viesť k vážnejšiemu odlaňovaniu, ak nie sú odstránené.
Crazing
Crazing je charakterizované sieťovitým vzorom mikrotrhlín prebiehajúcich cez základný laminát dosky plošných spojov, často vzniká v dôsledku únavy materiálu, nesprávneho ovládania textu a grafiky počas procesu spájkovania alebo nesprávnych mechanických operácií, ako je napríklad zlé vŕtanie alebo rezanie. Na rozdiel od mliečnika, ktorý je lokálny, crazing často pokrýva širšie oblasti a vytvára pod povrchom spájkovej masky sieťovitý alebo mriežkovitý vzhľad. Hoci crazing nemusí vždy spôsobiť delamináciu, ide o viditeľný indikátor namáhania a môže oslabiť štrukturálnu pevnosť dosky.
Keď je dôvod na obavy týkajúce sa súvisiacich foriem delaminácie
- Mliečnik a crazing môžu viesť k delaminácii, ak je doska ďalej namáhaná tepelnými alebo mechanickými cyklami alebo ak sa zachytená vlhkosť rozširuje počas montáže alebo používania výrobku.
- Dosky vykazujúce tvorbu veľmi malých bielych miest delaminácie by mali byť izolované na ďalšiu kontrolu a testovanie. Pravidelne vykonávajte kontroly problémov s materiálmi alebo základné testy pred použitím.
- Použitím vedecky zdôvodnených postupov pri návrhu, výrobe a testovaní možno výrazne znížiť výskyt týchto problémov a zvýšiť spoľahlivosť a dlhodobú stabilitu dosiek plošných spojov.
Rýchla porovnávacia tabuľka: Bielenie vs. Trhliny vs. Vzlínanie
Chyba |
Vizuálna pomôcka |
Hlavná príčina |
Vplyv na dosku plošných spojov |
Bielenie |
Malé biele škvrny na vláknových zväzkoch |
Vlhkosť, problémy s vytvrdzovaním |
Kozmetický nedostatok, ak je izolovaný, rizikový pri rozsiahlejšom výskyte |
Crazing |
Jemné trhliny sieťovitého typu vo vrstve laminátu |
Teplotné/mechanické zaťaženie |
Často kosmetický, ale oslabuje laminát |
Odlaminovanie |
Veľké pľuzgy, bubliny, odlúpenie |
Teplo, vlhkosť, nesprávna teplota sklenenia (Tg), proces |
Významné – môže spôsobiť úplnú stratу obvodu alebo izolácie |
Účinky a dôsledky odlúpenia dosky plošných spojov (PCB)
Doska plošných spojov (PCB) ako vysokopresný elektronický materiál. Dôsledky odlúpenia a s tým súvisiacich foriem na doskách plošných spojov sú ďaleko sa rozširované a ovplyvňujú elektrické, tepelné a mechanické vlastnosti zariadenia. Najpriamejším dôsledkom je pokles mechanických a elektrických vlastností dosky, až po funkčné zlyhanie.
Problémy s elektrickým výkonom
Skraty a prerušené obvody sú najbežnejšie a tiež bežné diagnostické prejavy, ktoré najlepšie odrážajú jav odlúpenia.
- Prerušenie vodiča: Kde sa vodiče alebo spoje oddeľujú od základného materiálu , obvody sa otvoria, čo vedie k poruche zariadenia alebo k občasným chybám.
- Kraty a CAF: Odlepenie môže viesť k vytvoreniu nových ciest pre vodivé anódové filamenty (CAF), ktoré spájajú očká na spájkovanie alebo medené dráhy.
Teplotné a konštrukčné dôsledky
Často počas procesu zvárania sa odlepenie zhoršuje pri vystavení teplu. Alebo prasknutie a deformácie sú spôsobené vonkajšími silami.
- Tepelná izolácia: Puchýre a medzery znížia tok tepla, čo spôsobuje prehrievanie a rýchly lokálny rozklad komponentov v blízkosti odlepených oblastí.
- Mechanická oslabenosť: Doska stráca schopnosť ohýbať sa alebo odolávať nárazovým zaťaženiam, čo vedie k praskaniu a ďalšiemu rozsiahlemu odlepeniu.
Vlhkosť a korózia
Vplyv substrátov, ako je FR-4 a CM-1, ktoré v prostredí s vysokou vlhkosťou pohlcujú vlhkosť zo vzduchu.
- Uviaznutá vlhkosť v doske plošných spojov nielen spôsobuje rozširovanie pri zahrievaní, ale môže tiež urýchliť koróziu, najmä na odhalených medených prechodoch alebo stopách v oblasti odlupovania.
- Opakovanému vystaveniu vysokéj vlhkosti a nevhodným podmienkam skladovania laminátových materiálov napomáha ďalšie degradácia, čo potom vedie k.
Vplyv na životnosť a spoľahlivosť výrobku
Pre veľkého výrobcu dosiek plošných spojov, hoci optimalizácia vonkajšieho prostredia a riadenie prevádzkových noriem problém odlupovania predchádza, ak raz k nemu dôjde, má obrovský vplyv na životnosť samotnej DPS a spoľahlivosť konečných výrobkov.
- Odlupovanie a jeho varianty (measling, crazing) skracujú efektívnu životnosť DPS a znamenajú, že aj zariadenia, ktoré prejdú počiatočnými funkčnými testami, môžu začať zlyhávať o mesiace alebo roky neskôr, čím výrazne skracujú životnosť výrobku.
- Tieto skryté poruchy môžu spôsobiť nákladné spätné odvolania a poškodenie renomé značky, keď zariadenia neočakávane zlyhajú pri používaní.
Ako zistiť, či je doska plošných spojov poškodená (príznaky a typy odlupovania vrstiev)
Najlepší spôsob riešenia problémov je ich predchádzanie. Poznanie príznakov odlupovania vrstiev na doske plošných spojov je kľúčové pre včasnú detekciu a zmierňovanie následkov. Problém môžeme identifikovať pomocou nasledujúcich indícií.
Vizuálne znaky
- Zafarbená oblasť pod spájkovou maskou často naznačuje hromadenie vlhkosti alebo počiatočné odlupovanie vrstiev.
- Púčiky alebo bubliny pozdĺž povrchovej vrstvy alebo vo vnútorných bodoch spojenia sú priamymi ukazovateľmi.
- Púčik pri odlupovaní vrstiev: Opuchnutá alebo mäkká oblasť, ktorá vyčnieva z povrchu dosky plošných spojov.
- Malé odbílené biele škvrny: Svedčia o vzniku meazlingu, najmä po tepelných cykloch.
Elektrické a funkčné indície
- Náhle alebo nepretržite vznikajúce poruchy, najmä po vystavení dosky cyklom vysokých teplôt.
- Obvod sa zlyhá po neočakávanom preklenutí očí na opätovné prúdenie alebo vlnové spájanie.
- Zvláštne hodnoty odporu alebo strata kontinuity v medi.
Mechanické signály
- Pri manipulácii v blízkosti delaminovaných oblastí sa dosky prejavujú zvláštnym deformáciou, ohýbaním alebo pocitom "špongivosti".
Prečo a ako dochádza k delaminácii pri pájaní a tepelnom spracovaní
Každý PCB musí prejsť procesom montáže pri vysokej teplote, ale delaminácia je obzvlášť pravdepodobná počas fáz montáže pri vysokej teplote a niekoľko delaminácií PCB spôsobuje spojenie bodov medzi dizajnom, materiálom a procesom. Preto možno zhrnúť, ktoré články vo výrobe a návrhu tohto PCB musia byť optima
Spájkovanie a spätný prúd ako spúšťače
- Tepelné spracovanie, ako je reflow a vlnové spájkovanie, vystavuje dosky teplotám vyšším ako bod varu vody (100 °C) a niekedy aj vyšším ako 250 °C. Táto teplota predstavuje náročnú minimálnu hodnotu pre tepelnú odolnosť dosky plošných spojov.
- Vlhkosť zachytená v základni dosky plošných spojov sa odparuje a vytvára vnútorný tlak, tento stav nastáva, keď je vo vnútornej vrstve dosky plošných spojov prítomná zvyšková vlhkosť.
- Ak tlak presiahne upevňovaciu schopnosť lepidla, dôjde k odlúpeniu – najmä v najslabších miestach, ako sú vstupy priechodiek alebo okraje medených plôšok.
Bežné spúšťače odlúpenia počas montáže:
- Nedostatočná alebo nesprávna hodnota Tg v laminátových materiáloch (napr. použitie materiálu FR-4 s nesprávnym typom Tg pre bezzošové spájkovanie). Pri požiadavkách výrobného procesu dosiek plošných spojov je obzvlášť dôležité vybrať vhodnú špecifikáciu a model základného materiálu.
- Dosky neboli predohrievané alebo vákuovo uzatvorené a boli vystavené vlhkosti pred spájkovaním. V súčasných výrobných procesoch tento fakt len zriedka predstavuje problém. Pri otvorenom balení by mali byť materiály spotrebované čo najskôr, aby sa predišlo stratám.
- Nízko kvalitné základné materiály dosiek, ktoré nasáli vlhkosť alebo sa degradovali.
Prečo môže dôjsť k rozsiahlemu odlupovaniu
- Ak sa odlupovanie začne na jednom mieste spájkovania, môže sa šíriť von, čo vedie k rozsiahlemu odlupovaniu ovplyvňujúcemu viacero vrstiev základného materiálu.
Typy testov na meranie odlupovania dosiek
V priemysle dosiek sa bežne používajú prísne typy testov na meranie odlupovania, ktoré umožňujú aktívne zisťovanie a zabezpečenie kvality.
Kľúčové metódy testovania
Typ testu |
Účel/výsledok |
Skenovacia akustická mikroskopia (SAM) |
Odhaľuje dutiny, puchýre a medzery neviditeľné voľným okom |
Termomechanická analýza (TMA) |
Určuje charakteristiky rozťahovania, identifikuje slabé miesta pri zmene teploty |
Test plávajúceho olova |
Posudzuje stabilitu za vysokých teplôt a podmienok varu olova |
Test napätia medzipripojenia (IST) |
Meria celistvosť vývodov a povlaku pri opakovaných tepelných cykloch |
Analýza mikrorezu |
Priamo skúma prierezy vrstiev na prítomnosť vnútorných dutín |
Metódy na prevenciu delaminácie a riešenia
Ochrana pred delamináciou je viacstranná a závisí od návrhu, skladovania, spracovania a dokonca aj vzťahov so dodávateľmi.
Návrh a výber materiálu
- Po pochopení konečných výkonových parametrov a aplikácie materiálu vyberte materiál FR-4 alebo alternatívne materiály pre dosky plošných spojov s vhodnou teplotou sklenenia (Tg) a odolnosťou voči vlhkosti.
- Ak sa produkt používa v prostrediach s vysokou vlhkosťou, počas montáže DPS použite zosilnené živice alebo naneste ochranné konformné povlaky.
Výrobné a spracovateľské kontroly
- Udržiavajte prísnu kontrolu vlhkosti v priestoroch na uskladnenie a výrobu, prísne dodržiavajte prevádzkové pravidlá a predpisy.
- Všetky dosky pred spájkovaním opečte, aby ste odstránili vlhkosť, najmä pred vysokoteplotnými alebo viacnásobnými procesmi.
- Auditujte dodávateľov z hľadiska stopovateľnosti surovín a vyžadujte materiál s korektným typom Tg.
Odporúčané postupy pri montáži
- Používajte správne teplotné profily, aby povrchová vrstva dosky plošných spojov a meď nikdy neprekročili hodnoty odporúčané výrobcom.
- Medzi jednotlivými tepelnými cyklami umožnite chladnutie, aby sa minimalizovala únava spôsobená rozťahovaním / zmršťovaním.
Bezpečná manipulácia
- Vzdelávajte personál o jemnom zaobchádzaní, nosenie rukavíc na zabránenie vzniku mikroprasklín.
- Pravidelne skontrolujte výskyt meškania, púzder a malých odlepených oblastí, akonáhle sú zistené nejaké neobvyklé materiály, mali by byť okamžite zaradené do oblasti nepoužiteľných materiálov a uložené podľa príkazu.
Environmentálna kontrola
- Používajte sklady s regulovaným klimatickým stavom na skladovanie laminátových materiálov.
- Sledujte pomocou senzorov vlhkosti a teploty, aby ste predišli nasávaniu vlhkosti.
Kroky opravy delaminácie dosky plošných spojov
Ak k delaminácii došlo, funkciu niektorých materiálov je možné obnoviť prostredníctvom odbornej opravy:
- Diagnostikujte pomocou vizuálnej kontroly alebo SAM.
- Zastavte ďalšie manipulovanie (aby sa zabránilo šíreniu bublín alebo medzier).
- Opatrne vyčistite plochu – vyhýbajte sa agresívnym čistiacim prostriedkom, ktoré rozpúšťajú lepidlá.
- V prípade potreby vyvŕtajte malý odplyňovací otvor, aby ste mohli naliať epoxid do odlepeného miesta.
- Vprisnite vysokovýkonnú epoxidovú pryskyricu a pôsobte kompresným tlakom.
- Tupeňte pri kontrolovannej teplote, aby ste obnovili adhéziu.
- Znova otestujte pomocou testov elektrickej vodivosti a zaťaženia.
Často kladené otázky
Q: Aký je hlavný dôvod delaminácie v moderných viacvrstvových doskách plošných spojov?
A: Hlavné faktory, ktoré môžu v súčasnosti viesť k delaminácii, sú nekontrolovaná vlhkosť v materiáli dosky plošných spojov a jej uskladnenie, použitie laminátových materiálov s nesprávnym alebo nedostatočným skleným prechodom (Tg) pre montážny proces a zlé výrobné alebo laminovacie postupy.
Q: Ako môžem zabrániť delaminácii, ak musia prejsť dosky plošných spojov viacerými cyklami spájkovania alebo opráv?
A: Použite materiál dosky s vysokým Tg, pozorne sledujte vlhkosť, medzi procesmi dosky uskladnite vo vákuovej obale a pred opätovným vystavením vysokým teplotám ich vypečte.
Q: Každá zafarbená oblasť alebo bublina indikuje kritickú delamináciu?
A: Nie každá vizuálna anomália vyžaduje vyraďovanie. Malé odlúštené biele škvrny (mästkovitosť) nemusia vždy spôsobiť odlúštenie, ale vždy sledujte ich šírenie. Zmena farby často signalizuje zachytenú vlhkosť – odstráňte základnú príčinu, než budete pokračovať v montáži.
Q: Aký je rozdiel medzi mästkovitosťou, vznikom jemných trhlín a odlúštením?
A: Mästkovitosť je tvorba malých bielych škvŕn, trhliny sa prejavujú sieťou jemných prasklín a odlúštenie nastáva, keď dôjde k skutočnému fyzickému oddeleniu alebo vzniku púzder v lamináte dosky plošných spojov alebo medzi meďou a substrátom.
Q: Môžu nesprávne čistiace prostriedky spôsobiť odlúštenie?
A: Áno – najmä agresívne rozpúšťadlá môžu zhoršiť adhéziu na povrchovej vrstve dosky plošných spojov alebo medzi vrstvami, čo nakoniec spôsobí odlúštenie.
Q: Prečo sa odlúštenie vyskytuje na niektorých častiach dosky častejšie ako na iných?
A: Vrstvenie často začína na miestach tepelného alebo mechanického namáhania – okraje, zhluky vývodov alebo okolo spájkových plôch – najmä tam, kde je vysoká hustota vodičov aleboli kde majú vrstvy nižšiu prilnavosť.
Q: Aké typy testov by mali byť súčasťou nášho kontrolného postupu pri príjme a odovzdaní DPS?
A: Na meranie potenciálneho aj existujúceho vrstvenia vo všetkých kritických šaržiach použite mikrorezovú analýzu, TMA, IST, SAM a test plávania v spájkovej lázni. Typy porúch vždy dokumentujte a sledujte ich trend.
Záver a prehľad najlepších postupov
PS deska je elektronický materiál spracovaný s vysokou presnosťou. Kladie veľmi vysoké požiadavky a štandardy na výber a skladovanie materiálov, kontrolu procesov a vakuumové balenie a skladovanie hotových výrobkov. Vrstvenie je zložitý mechanizmus porúch spôsobený vlhkosťou, výberom materiálu, nedostatočnými výrobnými procesmi a nevhodným tepelným spracovaním. Tragédie, ako masívne odlupovanie vrstiev, náhle poruchy v prevádzke a spätné odvolania výrobkov, všetky vyplývajú z týchto hlavných príčin odlupovania vrstiev PS desiek. Po identifikácii problému zvoľte vhodné riešenie a minimalizujte straty čo najviac.
Váš kontrolný zoznam pre prevenciu odlupovania vrstiev:
- Vždy používajte správne materiály dosky, ktoré majú riadne certifikované hodnoty Tg pre vaše konkrétne procesné teploty.
- Prísne kontro-lujte, ako a kde skladujete laminátové materiály, a uistite sa, že všetky PS desky —prichádzajúce alebo odchádzajúce—sú manipulované v súlade s prísnymi klimatickými pravidlami.
- Nastavte monitorovanie vlhkosti a nevynechávajte krok predtavenia, najmä pri doskách, ktoré mohli nasákať vlhkosť.
- Vyberte dodávateľov, ktorí majú spoľahlivé certifikácie svojich procesov a materiálov, a pravidelne ich kontrolujte.
- Vyškolite každú osobu, ktorá manipuluje alebo montuje dosky, o tom, čo je delaminácia a ako ju zamedziť —to znamená naučiť ich rozpoznávať a hlásiť akékoľvek nezvyčajné vzhľadové alebo prevádzkové javy.
- Vykonávajte silné a spoľahlivé testy na kontrolu delaminácie ako súčasť bežných kontrolných procesov a záverečnej kontroly kvality.

