Introduktion
Tryckkretskortet (PCB) är hjärtat i varje elektronisk enhet och driver tyst våra telefoner, fordon, medicinsk utrustning och satelliter. När Kinas tillverkningsprocesser, kapaciteter och teknologier för tryckkretskort hela tiden förbättras. Ändå är enskilda kvalitetsbrädor inte immuna mot ett av de mest ihärdiga och kostsamma felen inom elektronik: PCB-avskalning. När lagren i kortet börjar skiljas åt följer elektriska fel och produkterappar ofta efter.
Förståelse av PCB-delaminering och hur man förhindrar det. Först är det nödvändigt att förstå att orsakerna till delaminering kan grovt delas in i fyra kategorier: materialproblem, tillverkningsprocessproblem, yttre miljöpåverkan och olämpliga kemiska behandlingar, etc. Om vi tittar på det ur en detaljerad synvinkel på tillverkningsprocessen, men hur fukt, värmebehandling, montering och lagringsförhållanden samverkar. Fel som delaminering, measling och sprickbildning skadar ytlagret på en PCB och den inre strukturen, vilket påverkar tillförlitligheten och ibland säkerheten.
Vad är PCB-delaminering?
PCB-avskalning (kretskortsavskalning) avser fenomenet med avskalning eller separation mellan olika lager i kretskortet under tillverkningsprocessen. Avskalning uppstår när lager i kortet—kombinationer av koppar, harpik och substrat—börjar skiljas åt på grund av olika mekaniska, termiska eller kemiska orsaker. Avskalning kan visa sig som bubblor eller sprickor, förändring av färg och bubbling, blister eller till och med vridning av PCB-ytan. När lagerdelning uppstår kan det, om den inte upptäcks, leda till ökad fuktupptagning i PCB:n, vilket påskyndar ytterligare skador och därmed leder till förlust av kretskortets funktionalitet.
Utgående från några vanligt använda material används kretskortsmaterial som FR-4-material eller polyimid som basmaterial för kretskort. Dessa laminat, limmedel och kopparfolier är högteknologiska men kan ändå vara sårbara. När de utsätts för överdriven fuktighet eller termiska cykler kan även laminat av högsta kvalitet leda till separation om de inte tillverkas och hanteras korrekt.
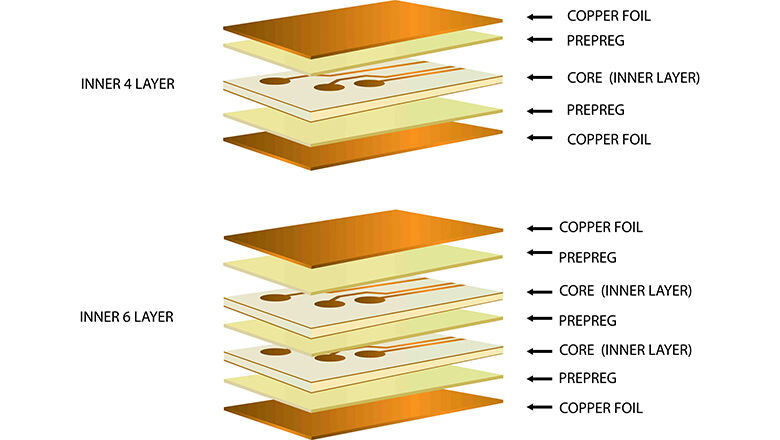
Kretskortsstruktur |
Roll |
Risk för delaminering |
Kopparledarskikt |
För med signaler |
Kan spricka eller blåsa upp om ytterskiktet på kretskortet separeras |
Dielektriskt skikt |
Isolering mellan lager |
Binder fukt, ofta det första som "lossnar" |
Laminat (FR-4/Polyimid) |
Massivt brädmaterial |
Fel typ/Tg kan orsaka avlamination |
Ytskikt/Lackskikt |
Skydd och isolering |
Avtappning i ytskiktet underminerar skyddet för pad/spår |
Varför avlamination är ett kritiskt problem
Varför får avlamination så mycket uppmärksamhet inom PCB-världen? Ganska enkelt: Om avlamination inträffar kan hela PCB:n sluta fungera. PCB fungerar som den grundläggande komponenten för signal- och kretsoverföring i hela styrelsen.
Varför avlamination är så farligt:
- Elektriska fel: Det mest direkta är att ledningsbanor avbryts; ström eller data förloras, och slumpmässiga fel uppstår.
- Termiska hotspots: På grund av att luftgapen orsakade av avskalning har låg värmeledningsförmåga uppstår lokala 'heta punkter' som till slut påskyndar ytterligare fel.
- Strukturell svaghet: Ur strukturell synvinkel, när basen i PCB-material skiljs åt, förlorar den mekanisk hållfasthet och blir benägen att spricka, särskilt under montering eller omarbete.
- Långsiktig skada: Fukt i PCB-substratet fortsätter att angripa inifrån, vilket leder till korrosion, månfläckar och ytterligare blåsor. Detta är en faktor orsakad av den yttre miljön.
- Dolda risker: Även om avskalning kanske inte stoppar en enhet från början, förkortar det PCB:s livslängd – vilket gör att produkter fallerar långt innan sin avsedda livslängd är slut, och PCB har förlorat sin mest grundläggande prestanda.
Orsaker till PCB-avskalning: De viktigaste faktorerna
Om du vill lösa problemet med lagerdelning, börja då med orsakerna.
Att förstå orsakerna till avskalning av PCB och varför avskalning uppstår är det första steget mot förebyggande.
1. Fuktupptagning och luftfuktighet
PCB-basmaterial är hygroskopiska—fenomenet med fuktupptagning är vanligtvis nära kopplat till faktorer såsom det använda materialets kemiska struktur och porositet, samt den omgivande luftfuktigheten. Vanliga PCB-substrat, såsom FR-4 (epoxyhartsbaserat glasfiberkomposithandlar), har vissa porer och kan absorbera fukt från luften. Det innebär att de tar upp fukt från omgivningen, särskilt om kretskortet lämnas oskyddat i hög luftfuktighet. Överskott av fukt i PCB:n kan bli instängd i basmaterialet och utsättas för fukt under tillverkning, lagring eller transport. Senare, när kretskortet utsätts för hög temperatur under lödningscykler, omvandlas denna fukt till ånga.
- När fukt innesluten i kretskortet upphettas över vattnets kokpunkt skapas ett kraftfullt internt tryck. Om laminatet inte kan avleda eller absorbera detta tryck börjar lagrarna att separera, vilket leder till försämrad elektrisk prestanda, ojämn termisk expansion, minskad mekanisk hållfasthet och till och med problem som elektriska kortslutningar, och slutligen inträffar delaminering.
- Förvaringsförhållanden för laminatmaterial är kritiska. När luftfuktigheten ökar, ökar också adsorptionen av fukt. Om substratets yta absorberar fukt ökar fukttillströmningshastigheten med stigande fuktighet. Att inte vakuumförsegla eller baka kretskort innan montering är därför en av de främsta orsakerna.
- Fukt i kretskortets substrat kan även orsaka measling (se nedan).
2. Termisk stress & termisk bearbetning
När PCB:n går in i SMT-monterings- och bearbetningsstadiet utsätts varje krets för upprepade termiska påfrestningar under monteringen. Termisk bearbetning (reflödlodning, våglodning, reparation) värmer upp kretskortet över 200°C. Efter att ha utsatts för höga temperaturer kan avlamination uppstå om laminatet är gammalt, har felaktig hartstyp eller inte har bakats.
- En dålig termisk profil eller att överskrida hartsets specificerade Tg (glasövergångstemperatur, t.ex. användning av FR-4-material med felaktig Tg-typ) är vanliga utlösande faktorer. Därför bör produktens slutliga användningskrav också utvärderas vid materialval, och en lämplig Tg-klass bör väljas.
- När de utsätts för termisk cykling expanderar och drar sig samman lager och 'slappnar av' fogarna, särskilt i HDI-kort eller sådana med tjocka kopparledare.
3. Tillverknings- och materialproblem
- Dåliga tillverkningsprocesser : Alla partiklar, oljor eller felaktig lamineringsprocess under plattans pressning kan alltid orsaka avlamellering. I dagens helt automatiserade produktionslinjers arbetsplatser har denna faktor minskat avsevärt.
- Fel typ av Tg : FR-4 eller polyimid måste matcha den faktiska termiska bearbetningen av din montering.
- Gamla, ej specifikationsenliga kretskortsmaterial eller utgången harpiks kan orsaka avlamellering . Det rekommenderas att använda material från vanligt förekommande internationella märken.
- Material med fel typ av Tg : Om reflukslödning hela tiden blir hetare än vad underlaget är dimensionerat för, är det bara en tidsfråga innan avlamellering och blåsbildning uppstår. Som nämnts ovan kan valet av lämpligt underlag med rätt Tg minska sannolikheten för detta problem.
4. Mekaniska och kemiska utlösare
- Att böja plattan, dålig hantering eller stötar kan orsaka avlamellering, särskilt när bindningarna redan är försvagade av fukt eller värme.
- Rengöringsmedel, flösningsmedel och lödmaskerester, om de inte rengörs korrekt, kan försämra gränssnittet mellan ytskiktet och basen, vilket lägger grunden för avskalning.
Mekaniska och kemiska utlösare som ofta ses vid senare bearbetning och monteringsproduktion, orsakade av externa faktorer.
Sammanfattningstabell: Orsaker till PCB-avskalning
Orsakskategori |
Typisk utlösare/fel |
Fukt/upptag |
Inslutna, obebakade eller exponerade kort |
Temperatur |
För het process, flera omlödning/våglödningscykler |
Tillverkning |
Dålig press/laminering, utgången harts, smutsiga ytor |
Materialhantering |
Felaktig Tg, produkter utanför specifikation, dålig lagring |
Kemiska ämnen |
Flux/rester av rengöringsmedel, frätande atmosfär |
Mekanisk |
Överdriven böjning/stöt under hantering efter tillverkning |
Measling och PCB-krokning: Relaterade former av avlamination
Avtaggning, measling och krokning förväxlas ofta men representerar distinkta defekter inom kretskortsindustrin – var och en med sina egna risker och orsaker. Dessa kvalitetsproblem påverkar inte bara kretskortets utseende, utan kan även allvarligt påverka dess elektriska prestanda och tillförlitlighet.
Measling och PCB-defekter
Measling är bildandet av mycket små avtagnade vita fläckar, vanligtvis vid korsningar av glasfiber i PCB-materialets bas. Dessa visas som fina vita prickar under lödmasken eller laminatet och kan ibland misstas för avtaggning i ett tidigt skede. Measling och PCB-avtaggning hänger ihop till viss del, eftersom båda orsakas av nedbrytning av laminatmaterial, ofta utlöst av övermåttlig fukt i PCB:n eller dåliga tillverkningsprocesser.
- Measling orsakas vanligtvis av oxidation eller korrosion av metallagret på PCB-ytan (till exempel kopparlagret), fukt, eller kan bero på olämplig beläggning eller ytbehandling, särskilt när kretsar utsätts för snabba temperaturförändringar eller termiska chockbelastningar under lödning.
- När fukt är innesluten i grundmaterialet för PCB:n eller när material genomgår felaktig härden, uppstår små vita fläckar. Med tiden kan dessa fläckar växa och leda till allvarligare delaminering om de inte åtgärdas.
Sprickbildning
Krokning kännetecknas av ett nätliknande mönster av mikrosprickor som löper genom baslaminationen i kretskortet. Det orsakas ofta av materialutmattning, felaktig kontroll av text och grafik under svetsprocessen samt felaktiga mekaniska operationer såsom dålig borrning och skärning. Till skillnad från målning, som är lokaliserad, täcker krokning ofta större ytor och skapar ett nät- eller maskliknande utseende under lödmasken. Även om krokning inte alltid orsakar avlamining, är det en synlig indikator på spänning och kan försvaga kretskortets strukturella integritet.
När relaterade former av avlamination är en oro
- Målning och krokning kan leda till avlamination om kretskortet utsätts för ytterligare termisk eller mekanisk belastning, eller om innesluten fukt expanderar under montering eller produkthantering.
- Kretskort som visar bildandet av mycket små avlaminerade vita fläckar bör isoleras för ytterligare undersökning och testning. Genomför regelbundna problemkontroller av material eller grundläggande tester innan användning.
- Genom att tillämpa vetenskaplig design, tillverknings- och testprocesser kan förekomsten av dessa problem avsevärt minskas, och pålitligheten samt den långsiktiga stabiliteten hos PCB:s kan förbättras.
Snabb jämförelsetabell: Measling vs. Crazing vs. Delaminering
Defekt |
Visuell ledtråd |
Huvudsaklig orsak |
PCB-påverkan |
Measling |
Små vita fläckar vid fiberbuntar |
Fukt, härdningsproblem |
Kosmetiskt om isolerat, riskfyllt om det är omfattande |
Sprickbildning |
Fina, spinnvävsliknande sprickor i laminatet |
Termisk/mekanisk belastning |
Ofta kosmetiskt, men försvagar laminatet |
Avlaminering |
Stora blåsor, bubblor, separation |
Värme, fukt, felaktig Tg, process |
Stor – kan orsaka fullständig kretsslätning eller isolationsförlust |
Effekter och konsekvenser av avlamination i PCB
PCB, som är ett högpresterande elektroniskt material. Konsekvenserna av avlamination och dess relaterade former i PCB:er är långtgående och påverkar enhetens elektriska, termiska och mekaniska egenskaper. Den mest direkta konsekvensen är försämring av plattans mekaniska och elektriska egenskaper, och till och med funktionsfel.
Elektriska prestandaproblem
Kortslutningar och öppna kretsar är de vanligaste och mest rutinmässiga diagnostiska tecknen som bäst visar avlaminationen.
- Ledningsavbrott: Där ledare eller spår separerar sig från basmaterialet , kretsar blir öppna, vilket leder till enhetsfel eller intermittenta fel.
- Kortslutningar och CAF: Avlamining kan leda till nya vägar för ledande anodisk filamentbildning (CAF), vilket kopplar samman lödögon eller kopparbanor.
Termiska och strukturella konsekvenser
Ofta förvärs avlaminationen under svetsningsprocessen när den utsätts för värme. Eller sprickbildning och deformation orsakas av yttre krafter.
- Termisk isolering: Blåsor och springor minskar värmeöverföringen, vilket orsakar överhettning och snabb lokal nedbrytning av komponenter i närheten av avlaminerade zoner.
- Mekanisk svaghet: Kretskortet förlorar sin förmåga att böja sig eller tåla stötlaster, vilket leder till sprickbildning och ytterligare omfattande avlamination.
Fukt och korrosion
Påverkan av substrat såsom FR-4 och CM-1 som absorberar fukt från luften i en miljö med hög luftfuktighet.
- Fångad fukt i kretskortet orsakar inte bara expansion vid uppvärmning utan kan också påskynda korrosion, särskilt vid exponerade koppargenomgående hål eller spår i avlamellerade områden.
- Upprepad exponering för hög luftfuktighet och dåliga lagringsförhållanden för laminatmaterial möjliggör fortsatt försämring, vilket därmed leder till.
Påverkan på produktens livslängd och tillförlitlighet
För en storleverantör av kretskort har optimering av den yttre miljön och hantering av driftsstandarder undvikit problem med avlamellering, men om det ändå uppstår kommer det att få en stor inverkan på kretskortets egen livslängd och på slutprodukternas tillförlitlighet.
- Avlamellering och dess varianter (mehändningar, sprickbildning) minskar det effektiva kretskortets livslängd och innebär att även enheter som klarar initiala funktionsprov kan börja gå sönder efter månader eller år, vilket betydligt förkortar produkten livslängd.
- Dessa dolda fel kan orsaka kostsamma återkallanden och skada varumärkets rykte, eftersom enheter oförväntat slutar fungera i fält.
Så här avgör du om en kretskortsplatta är skadad (symtom och typer av avlamellering)
Det bästa sättet att lösa problem är att förebygga dem. Att känna till symtom på avlamellering av kretskortsplattor är avgörande för tidig upptäckt och minskning av risker. Vi kan identifiera problemet genom följande tecken.
Visuella signaler
- Missfärgade områden under lödlacket indikerar ofta fuktsamling eller början av avlamellering.
- Blåsor eller bubblor längs ytskiktet eller vid interna lagergränser är direkta indikatorer.
- Avlamelleringsblåsor: Ett svullet eller gungigt område som sticker upp från kretskortsytan.
- Små avlamellerade vita fläckar: Indikerar mässling, särskilt efter termiska cykler.
Elektriska och funktionella tecken
- Plötsliga eller tillfälliga fel, särskilt efter att kretskortet utsatts för höga temperaturcykler.
- Kretsar går sönder efter reflow- eller vågsoldring eftersom ögon oväntat kortsluts.
- Ovanliga resistansavläsningar eller förlust av kontinuitet över kopparbanor.
Mekaniska indikatorer
- Kort visar ovanlig vridning, böjning eller en känsla av 'seg' struktur vid hantering nära delaminerade områden.
Varför och hur delaminering uppstår under soldring och termisk bearbetning
Varje PCB måste genomgå en högtemperaturmonteringsprocess, men delaminering är särskilt trolig under högtemperaturmonteringssteg, och flera orsaker till PCB-delaminering sammanbinder design, material och process. Därför kan det sammanfattas vilka länkar i tillverkningen och designen av detta pcb som behöver optimeras.
Soldring och reflow som utlösare
- Termisk behandling, såsom reflow och vågsoldering, utsätter kretskort för temperaturer över vattnets kokpunkt (100°C) och ibland över 250°C. Denna temperatur utgör ett krävande minimivärde för kretskortets värmebeständighet.
- Fukten som är innesluten i kretskortets basmaterial avdunstar och skapar inre tryck; detta sker när det finns återstående fukt i kretskortets inre lager.
- Om trycket överskrider limmets hållfasthet uppstår avlamellering – särskilt i svaga zoner som t.ex. via-ingångar eller kanterna på kopparplattor.
Vanliga utlösare för avlamellering under montering:
- Otillräcklig eller felaktig Tg i laminatmaterial (t.ex. användning av FR-4-material med fel typ av Tg för blyfri soldering). I kraven på tillverkning av kretskortsprocesser är det särskilt viktigt att välja rätt specifikation och modell av basmaterial.
- Kort som inte är förstektade eller vakuumförslutna, utsatta för fuktighet innan lödning. I nuvarande tillverkningsprocesser utgör denna faktor knappt något incitament. För öppnade förpackningsmaterial bör de dock konsumeras så snart som möjligt för att undvika materialförlust.
- Pcb-basmaterial av dålig kvalitet som absorberat fukt eller försämrats.
Varför omfattande avlamination kan uppstå
- Om avlaminationen startar vid en lödpunkt kan den sprida sig utåt, vilket leder till omfattande avlamination som påverkar flera lager av basmaterialet.
Typer av tester för att mäta pcb-avlamination
Strikta typer av tester för att mäta avlamination används genom hela pcb-industrin, vilket möjliggör proaktiv detektering och säkerställande av kvalitet.
Viktiga testmetoder
Testtyp |
Syfte/Resultat |
Scanning Acoustic Microscopy (SAM) |
Avslöjar hålrum, bollar och sprickor som är osynliga för blotta ögat |
Termomekanisk analys (TMA) |
Bestämmer expansionskarakteristika, identifierar svaga punkter vid temperaturförändringar |
Lödflottest |
Utvärderar stabilitet under högtemperatur, kokande lödning |
Interconnect Stress Test (IST) |
Mäter via- och pläteringens integritet under upprepade värmezykler |
Mikrosektionsanalys |
Granskar direkt tvärsnittslager för inre håligheter |
Metoder för att förhindra avskalning och lösningar
Skydd mot avskalning är mångfacetterat och bygger på design, lagring, bearbetning och till och med leverantörsrelationer.
Design och materialval
- Efter att ha förstått det slutgiltiga prestanda- och användningsområdet för materialet, välj FR-4-material eller alternativa PCB-material med lämplig Tg och fuktmotstånd.
- Om produkten används i miljöer med hög fuktighet, använd förstärkta hartsar eller applicera skyddande konformala beläggningar under pågående PCBA-montering.
Tillverknings- och processkontroller
- Upprätthåll strikt fuktighetskontroll i lagrings- och tillverkningsområden, och följ strikt arbetsordning och regler.
- Baka alla kretskort för att ta bort fukt innan lödning, särskilt innan högtemperaturlödning eller flerpassslödning.
- Granska leverantörer vad gäller spårbarhet av råmaterial och kräv material med korrekt typ av Tg.
Bästa metoder vid montering
- Använd korrekta profiler så att ytskiktet på en kretskort och koppar aldrig överskrider tillverkarens gränsvärden.
- Låt svalna mellan termiska cykler för att minimera utvidgnings/kontraktionsutmattning.
Säker hantering
- Utbilda personalen om varsam hantering – använd handskar för att undvika mikrocracks.
- Utför regelbundna besiktningar för att upptäcka målning, blåsor och mindre delaminerade områden. När avvikande material upptäcks ska de omedelbart klassificeras som användningsförbjudna och placeras på det avsedda lagringsområdet.
Miljökontroll
- Använd klimatstyrda magasin för lagring av laminatmaterial.
- Övervaka med fukt- och temperatursensorer för att undvika upptagning av fukt.
Steg för reparation av PCB-delaminering
Om delaminering har inträffat kan funktionen hos vissa material ändå återställas genom professionell reparation:
- Diagnostisera med visuell inspektion eller SAM.
- Sluta med vidare hantering (för att förhindra spridning av bubblor eller sprickor).
- Rengör området försiktigt – undvik aggressiva rengöringsmedel som löser upp lim.
- Borra ett litet avlastningshål vid behov för att injicera epoxi i det delaminerade området.
- Injicera högpresterande epoxi och applicera komprimeringstryck.
- Härd under kontrollerad temperatur för att återställa adhesionen.
- Testa om igen med elektrisk ledningstest och spänningsprov.
Vanliga frågor
Q: Vad är den främsta orsaken till delaminering i moderna flerskikts-PCB?
A: De främsta faktorerna som kan leda till delaminering idag är okontrollerad fukt i PCB-substratet och lagring, användning av laminatmaterial med felaktig eller otillräcklig Tg för monteringsprocessen samt dålig tillverkning eller lamineringsmetodik.
Q: Hur kan jag förhindra delaminering om PCB:n måste genomgå flera löd- eller reparationscykler?
A: Använd material med hög Tg, övervaka fuktnivån noga, förvara i vakuum mellan processer och baka plattorna innan de utsätts för höga temperaturer igen.
Q: Indikerar varje missfärgad yta eller bubbla kritisk delaminering?
A: Inte varje visuell avvikelse kräver att man kasserar komponenten. Små avlaminerade vita fläckar (mässling) orsakar inte alltid avlamination, men övervaka alltid om de sprider sig. Färgförändringar indikerar ofta innesluten fukt – åtgärda orsakerna innan monteringen fortsätter.
Q: Vad är skillnaden mellan mässling, sprickbildning och avlamination?
A: Mässling är bildandet av små vita fläckar, sprickbildning visas som ett nätverk av fina sprickor, och avlamination inträffar när en faktisk fysisk separation eller bollar uppstår i kretskortets laminat eller mellan koppar och substrat.
Q: Kan felaktiga rengöringsmedel orsaka avlamination?
A: Ja – särskilt aggressiva lösningsmedel kan försämra adhesionen i kretskortets ytskikt eller mellan lager, vilket till slut kan leda till avlamination.
Q: Varför avlamineras vissa kretskortsområden mer än andra?
A: Delaminering börjar ofta vid termiska eller mekaniska spänningpunkter – kanter, via-kluster eller runt lödögon – särskilt där ledartätheten är hög eller där lager har lägre adhesivstyrka.
Q: Vilka typer av tester bör ingå i vår inkommande och utgående kvalitetskontroll för PCB?
A: Använd mikrosektionsanalys, TMA, IST, SAM och flottörtestning för att mäta både potentiell och existerande delaminering i alla kritiska partier. Dokumentera alltid feltyper och följ trenderna.
Slutsats och sammanfattning av bästa praxis
PCB är ett elektroniskt material som bearbetas med hög precision. Det ställer mycket höga krav och standarder på materialval och lagring, processkontroll samt vakuumförpackning och lagring av färdiga produkter. Avskalning är en komplex felmekanism som orsakas av fukt, felaktigt materialval, dålig tillverkningsprocess och felaktig värmebehandling. Händelser som omfattande avskalning, plötsliga felfunktioner i fältet och återkallanden har alla sina rötter i dessa huvudsakliga orsaker till avskalning av PCB. När problemet har identifierats ska en lämplig lösning väljas för att minimera förluster så mycket som möjligt.
Din checklista för förebyggande av avskalning:
- Använd alltid rätt kretskortsmaterial med korrekt, certifierad Tg-nivå för era specifika processtemperaturer.
- Håll tät kontroll över hur och var du förvarar laminatmaterial, och se till att alla PCB —inkommande eller utgående—hanteras enligt strikta klimatregler.
- Ställ in fuktövervakning och hoppa inte över förstekningssteget, särskilt för kretskort som kan ha sugit upp fukt.
- Välj leverantörer som har fasta certifieringar för sina processer och material, och gör regelbundna granskningar hos dem.
- Utbilda alla personer som hanterar eller monterar kretskort om vad avskalning är och hur man förhindrar det —det innebär att lära dem att identifiera och rapportera allt som ser eller beter sig ovanligt.
- Utför starka, tillförlitliga tester för att upptäcka avskalning som en del av era normala processkontroller och slutlig kvalitetskontroll.

