Uvod
Tiskana vezja (PCB) so v središču vsakega elektronskega naprave, tiho omogočajo delovanje naših telefonov, vozil, medicinske opreme in satelitov. Medtem ko se v Kitajski postopoma izboljšujejo proizvodnja, procesi, zmogljivosti in tehnologije za tiskana vezja. Vendar tudi najkakovostnejše plošče niso imune eni od najpogostejših in najdražjih okvar v elektroniki: ločevanju platen PCB. Ko se plasti plošče začnejo ločevati, pogosto sledijo električne okvare in povračila izdelkov.
Razumevanje odplastevanja tiskanih vezov in kako ga preprečiti. Najprej je treba razumeti, da se vzroki za odplastevanje lahko približno razdelijo na štiri kategorije: težave z materialom, težave v proizvodnem procesu, vplivi zunanjega okolja ter neustrezna kemična obdelava itd. Če pogledamo podrobneje iz vidika proizvodnega procesa, a kako vlažnost, toplotna obdelava, sestavljanje in pogoji skladiščenja medsebojno vplivajo. Napake, kot so odplastevanje, pojav belih pik (measling) in mikropokanje (crazing), škodujejo površinski plasti tiskanega vezja in notranji strukturi, s čimer ogrožajo zanesljivost in včasih tudi varnost.
Kaj je odplastevanje tiskanega vezja?
Odlepitev plošče s tiskanimi vezji (PCB) se nanaša na pojav odlepljanja ali ločevanja med različnimi plastmi tiskane plošče med proizvodnim procesom. Odlepitev nastane, ko se zaradi različnih mehanskih, toplotnih ali kemičnih vzrokov začnejo plasti plošče—kombinacije bakra, smole in podlage—ločevati. Odlepitev se lahko kaže kot mehurčki ali razpoke, sprememba barve in mehurjenje, vreke ali celo upogibanje zgornje površine PCB-ja. Ko pride do stratifikacije, lahko nepreverjena odlepitev povzroči vnos vlage v PCB, kar pospešuje dodatno škodo, kar vodi do izgube funkcionalnosti plošče.
Glede na nekatere pogosto uporabljene materiale se za plošče, kot je material FR-4 ali poliimid, uporabljajo kot osnovni materiali za tiskane vezije. Ti laminati, lepila in bakrene folije so visoko razviti, vendar ostajajo ranljivi. Če pride do prekomerne vlažnosti ali temperaturnih ciklov, lahko celo laminati najvišje kakovosti povzročijo ločevanje, če niso ustrezno izdelani in rokovano.
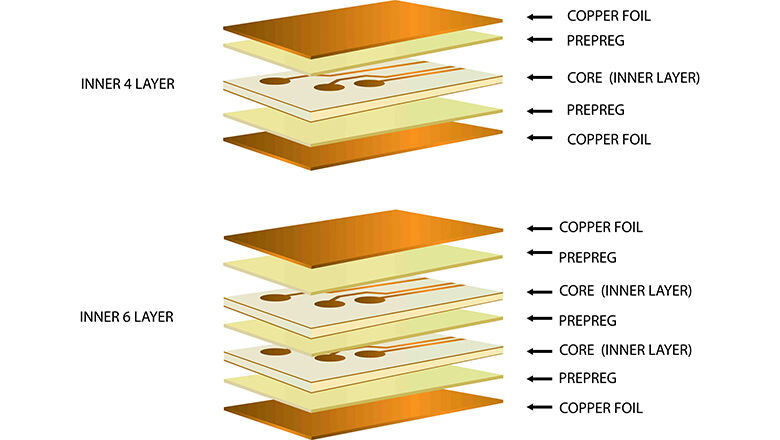
Struktura tiskanega vezja |
Vloga |
Nevarnost odplastevanja |
Plast bakrenih vodnikov |
Prenaša signale |
Lahko poceni ali nabrekne, če se zgornja plast tiskanega vezja loči |
Dielektrična plast |
Izolacija med plastmi |
Zaprte vlage, pogosto prva, ki se začne »luščiti« |
Laminat (FR-4/Poliimid) |
Surova plošča materiala |
Napačna vrsta/Tg lahko povzroči luščenje |
Zgornji sloj/lak za lemljenje |
Zaščita in izolacija |
Luščenje na zgornjem sloju ogroža zaščito ploščadi/tirnice |
Zakaj je luščenje tiskane vezne plošče kritičen problem
Zakaj v svetu tiskanih veznih plošč (PCB) pritegne luščenje tako veliko pozornosti? Preprosto povedano: če pride do luščenja, lahko celotna tiskana vezna plošča odpove. PCB služi kot osnovna komponenta za prenos signalov in tokokrogov na celotni nadzorni plošči.
Zakaj je luščenje tako nevarno:
- Električne okvare: Najbolj neposredna posledica je prekinitev prevodnih poti; izguba napajanja ali podatkov ter naključne napake.
- Toplotne točke: Ker zračni reži, povzročeni odlaminacijo, imajo nizko toplotno prevodnost, nastanejo lokalne »vroče točke«, ki končno pospešijo nadaljnje okvare.
- Konstrukcijska šibkost: Z vidika konstrukcije, ko se osnovni materiali tiskanega vezja odlaminirajo, izgubijo mehansko trdnost in so nagnjeni k razpokam, zlasti med sestavljanjem ali popravilom.
- Dolgoročna škoda: Vlaga v podlagi tiskanega vezja napada od znotraj, kar vodi do korozije, mešljanja in nadaljnjega mehurčenja. To je dejavnik, povzročen z zunanjim okoljem.
- Skriti tveganja: Tudi če odlaminacija naprave na začetku morda ne ustavi, skrajša življenjsko dobo tiskanega vezja – zaradi česar izdelki odpovejo veliko prej, kot je predvideno ob koncu njihove življenjske dobe, in tiskano vezje izgubi svoje najosnovnejše zmogljivosti.
Vzroki odlaminacije tiskanega vezja: Glavni dejavniki
Če želite rešiti problem stratifikacije, začnite pri vzrokih.
Razumevanje vzrokov za luščenje tiskanih vezij in zakaj pride do luščenja, je prvi korak k preprečevanju.
1. Vnos vlage in vlažnost
Izhodiščni materiali za tiskana vezja so higroskopični—pojava vpijanja vlage je ponavadi tesno povezana z dejavniki, kot so kemijska struktura in poroznost uporabljenih materialov ter okoljska vlažnost. Pogosti podlagi za tiskana vezja, kot je FR-4 (kompozitni material iz steklenega platna in epoksidne smole), imata določene pore in lahko vpijata vlago iz zraka. To pomeni, da vpijajo vlago iz okolja, še posebej če je vezje pustljeno nezaščiteno v visoki vlažnosti. Prekomerna vlažnost v tiskanem vezju se lahko ujame v osnovnem materialu vezja in je izpostavljena vlažnosti med proizvodnjo, shranjevanjem ali prevozom. Pozneje segrevanje na visoko temperaturo med postopki lepljenja pretvori to vlago v paro.
- Ko se voda, ujetna na tiskanem vezju (PCB), segreje nad točko vrelišča, ustvarja močan notranji tlak. Če laminat ne more izpustiti ali absorbirati tega tlaka, se plasti začnejo ločevati, kar vodi k poslabšanju električnih lastnosti, neenakomernemu toplotnemu raztezanju, zmanjšani mehanski trdnosti in celo težavam, kot so električni kratki stiki, ter končno do popolnega odlemljanja.
- Shranjevalni pogoji laminatnih materialov so ključni. Ko se vlažnost zraka poveča, se pospeši tudi adsorpcija vlage. Če površina podlage absorbira vlago, se hitrost vpijanja vlage povečuje z naraščajočo vlažnostjo. Zato je eden glavnih vzrokov napak neupekavanje ali neizsuševanje tiskanih vezij pred sestavo.
- Vlaga v podlagi tiskanega vezja lahko povzroči tudi pojav belih pik (glej spodaj).
2. Toplotni napetosti in toplotna obdelava
Ko vstopi tiskano vezje (PCB) v fazo sestave in obdelave SMT, je vsaka plošča izpostavljena ponavljanju toplotnega stresa med sestavo. Toplotna obdelava (lucenje s spajkom, valovno lomljenje, popravilo) segreva ploščo nad 200 °C. Po vplivu visoke temperature lahko pride do razslojevanja, če je laminat star, ima napačno vrsto smole ali ni bil pečen.
- Slab termalni profil ali presežek specifikacije Tg smole (temperatura steklastega prehoda, npr. uporaba materiala FR-4 z napačno vrsto Tg) sta pogosta vzročitelja. Zato pri izbiri materialov ocenite tudi zahteve končne uporabe izdelka ter izberite primerno stopnjo Tg.
- Zaradi termičnega cikliranja se vezi med sloji zaradi raztezanja in krčenja »razrahljajo«, zlasti pri HDI ploščah ali ploščah s trdimi bakrenimi prevodniki.
3. Proizvodne in materialne težave
- Slabi proizvodni postopki : Morebitne delce, olja ali nepravilno laminiranje med stiskanjem plošče vedno lahko povzročijo odlepitev plasti. V današnjih popolnoma avtomatiziranih proizvodnih linijah je bil ta dejavnik znatno zmanjšan.
- Napačna vrsta Tg : FR-4 ali poliimid morata ustrezati dejanskemu toplotnemu procesu vaše sestave.
- Stare, neustrezne plošče ali pretečena smola se lahko povzročita odlepitev plasti . Priporočljivo je uporabljati materiale iz pogosto uporabljenih mednarodnih blagovnih znamk.
- Material z napačno vrsto Tg : Če se temperatura pri ponovnem taljenju stalno dviguje nad dovoljeno vrednost za podlago, je pojav mehurčkov zaradi odlepijanja le vprašaj časa. Kot je omenjeno zgoraj, izbira ustreznega substrata glede na Tg zmanjša verjetnost te težave.
4. Mehanski in kemični sprožilci
- Ukrivljanje plošče, neprimerno rokovanje ali udari bodo povzročili odlepitev plasti, še posebej, ko so vezi že oslabljene zaradi vlage ali toplote.
- Čistilna sredstva, tokokapnina in ostanki lepila za lot, če niso pravilno očiščeni, lahko poslabšajo stik med površinskim slojem in podlago, kar lahko povzroči odlepitev.
Mehanski in kemični sprožilci, ki se pogosto pojavijo pozneje pri ponovni obdelavi in sestavljanju, povzročeni z zunanjimi dejavniki.
Pregledna tabela: Vzroki za odlepitev na tiskanih vezjih
Kategorija vzroka |
Tipični sprožilec / napaka |
Vlažnost / vpenjanje vlage |
Zaprte, neizsušene ali izpostavljene plošče |
Temperatura |
Preveč vroč profil, večkratni cikli reflow / valovanja lota |
Proizvodnja |
Slabo prepressiranje / laminacija, potekla smola, umazane površine |
Orožje za manipulacijo z materialom |
Napačen Tg, materiali izven specifikacije, slabo skladiščenje |
Kemijski |
Ostanki toka/čistilnih sredstev, korozivna atmosfera |
Strokovno |
Prekomerno upogibanje/udarci med rokovanjem po izdelavi |
Measling in razpokanje tiskanega vezja: povezane oblike luščenja
Luščenje, measling in razpokanje pogosto zamenjujemo, vendar predstavljajo različne napake na področju tiskanih vezij – vsaka z lastnimi tveganji in vzroki. Te kakovostne težave ne vplivajo le na videz tiskanega vezja, temveč lahko resno vplivajo tudi na njegovo električno delovanje in zanesljivost.
Measling in napake na tiskanem vezju
Measling je nastanek zelo majhnih belih luščenih pik, ponavadi na križiščih steklenih vlaken v osnovnem materialu tiskanega vezja. Pojavljajo se kot drobne bele pike pod zavarem ali laminatom in jih včasih zamenjamo z začetno stopnjo luščenja. Med mejzlingom in luščenjem tiskanega vezja obstaja določena povezava, saj obe pojavljanji izvirata iz razgradnje laminatnih materialov, ki jo pogosto sproži prekomerna vlažnost v tiskanem vezju ali slabi proizvodni postopki.
- Measling je običajno posledica oksidacije ali korozije kovinske plasti na površini tiskanega vezja (npr. bakreni sloj), vlažnosti ali pa neustrezne prevleke oziroma površinske obdelave, zlasti kadar so plošče izpostavljene hitrim temperaturnim spremembam ali toplotnim šokom med lotkanjem.
- Ko je vlaga ujetna v osnovnih materialih tiskanega vezja ali ko materiali niso pravilno strjeni, nastanejo majhne bele pike. V času lahko te pike naraščajo in povzročijo hujše luščenje, če jih ne odpravimo.
Crazing
Cepitev se kaže z mrežastim vzorcem mikroprask na osnovnem laminatu tiskanega vezja; pogosto jo povzroči utrujenost materiala, neustrezen nadzor tekstov in grafičnih elementov med zavarjevalnim postopkom ter neustrezne mehanske operacije, kot so slabo vrtanje in rezkanje. Za razliko od belih pikek, ki so lokalizirane, cepitev pogosto zajema širša območja in ustvarja videz mreže ali pletera pod zavarnim lakom. Čeprav cepitev ne povzroča vedno odlaminacije, je vidni indikator napetosti in lahko oslabi strukturno trdnost plošče.
Ko so pomembne sorodne oblike odlaminacije
- Belo piko in cepitev lahko privedeta do odlaminacije, če je plošča dodatno obremenjena s temperaturnimi ali mehanskimi nihanjem ali če se ujeti vlaga razširi med sestavljanjem ali uporabo izdelka.
- Plošče, na katerih se pojavljajo zelo majhne bele točke odlaminacije, je treba izolirati za nadaljnji pregled in preizkušanje. Redno izvajajte preverjanje težav pri materialih ali osnovnih preizkusih pred uporabo.
- Z uporabo znanstveno utemeljenih postopkov pri oblikovanju, izdelavi in testiranju se lahko pogostost pojavljanja teh težav znatno zmanjša ter se izboljša zanesljivost in dolgoročna stabilnost tiskanih vezij (PCB).
Hitra primerjalna tabela: Measling proti Crazing proti Delaminacija
Napaka |
Vizualni namig |
Glavni vzrok |
Vpliv na PCB |
Measling |
Majhne bele pike na svežnje vlaken |
Vlaga, težave s strjevanjem |
Kozmetične, če so izolirane, tvegane, če so razširjene |
Crazing |
Fine, pajkaste razpokane v laminatu |
Toplotni/mehanski cikli |
Pogosto kozmetične, vendar oslabijo laminat |
Odlepitev slojev |
Veliki mehurji, puhavosti, ločevanje |
Toplota, vlaga, napačna Tg, postopek |
Glavna – lahko povzroči popolno izgubo vezja ali izolacije |
Učinki in posledice odlepljanja na tiskanih vezjih
Tiskano vezje, kot visoko točen elektronski material. Če pride do odlepljanja in povezanih oblik na tiskanih vezjih, so posledice daleč segajoče in vplivajo na električne, toplotne in mehanske lastnosti naprave. Najbolj neposredna posledica je zmanjšanje mehanskih in električnih lastnosti plošče ter celo funkcijska okvara.
Težave z električnim delovanjem
Kratki stiki in prekinjene zanke so najpogostejše in tudi rutinske diagnostične manifestacije, ki najbolje odražajo pojav odlepljanja.
- Prekinitev vodnika: Kjer se nahajajo vodniki ali sledi ločeno od osnovnega materiala , vezji postanejo odprta, kar vodi do okvare naprave ali občasnih napak.
- Kratki stiki in CAF: Odlepenje lahko povzroči nove poti za prevodno anodno nitjenje (CAF), ki povezuje vrtine za spajkanje ali bakrene tirnice.
Toplotni in strukturni učinki
Pogosto se med procesom varjenja odlepenje poslabša ob izpostavljenosti toploti. Ali pa razpoke in deformacije povzročajo zunanje sile.
- Toplotna izolacija: Mečinke in režnje zmanjšujejo prenos toplote, kar povzroča pregrevanje in hitro lokalno degradacijo komponent v bližini odlepljenih con.
- Mehanska šibkost: Plošča izgubi sposobnost upogibanja ali zdrževanja udarnih obremenitev, kar vodi do razpok in nadaljnjega obsežnega odlepenja.
Vlaga in korozija
Vpliv podlag, kot so FR-4 in CM-1, ki vpijajo vlago iz zraka v okolju z visoko vlažnostjo.
- Zaprta vlaga na tiskanem vezju ne povzroča le razširjanja ob segrevanju, temveč lahko pospeši tudi korozijo, zlasti na izpostavljenih bakrenih prebodih ali tirih v odlepljenem območju.
- Ponavljajoča se izpostavljenost visoki vlažnosti in slabi pogoji shranjevanja laminatnih materialov omogočajo nadaljnjo degradacijo, kar nato vodi k.
Vpliv na življenjsko dobo in zanesljivost izdelka
Za proizvajalca tiskanih vezij velikega obsega, čeprav optimizacija zunanjega okolja in upravljanje operativnih predpisov preprečujeta problem odlepljevanja, ima ta pojav, če se enkrat pojavi, ogromen vpliv na življenjsko dobo samega tiskanega vezja ter zanesljivost končnih izdelkov.
- Odlepljevanje in njegove različice (measling, crazing) zmanjšujejo učinkovito življenjsko dobo tiskanega vezja, kar pomeni, da lahko naprave, ki uspešno opravijo začetne funkcionalne preglede, začnejo odpovedovati mesece ali leta kasneje, kar bistveno skrajša servisno dobo izdelka.
- Te skrite napake lahko povzročijo dragocene povratne akcije in škodo ugledu blagovne znamke, saj naprave nepričakovano odpovejo v praksi.
Kako prepoznati poškodovanje tiskanega vezja (simptomi in vrste luščenja)
Najboljši način za reševanje težav je njihova preprečitev. Poznavanje simptomov luščenja tiskanega vezja je ključno za zgodnje odkrivanje in ukrepanje; težavo lahko prepoznamo s pomočjo naslednjih znakov.
Vizualni kazalci
- Območje spremenjene barve pod lemilnim maskirnikom pogosto kaže na kopičenje vlage ali začetno luščenje.
- Mehe ali mehurji vzdolž površinske plasti ali na notranjih točkah slojev so neposredni kazalci.
- Mehek pri luščenju: Otekle ali mehke regije, ki izstopajo s površine tiskanega vezja.
- Majhne bele točke pri luščenju: Kazalci na mejling, še posebej po termičnih ciklih.
Električni in funkcionalni znaki
- Nenadne ali občasne okvare, zlasti potem, ko vez izdrži visoke temperature.
- Tokokrogi odpovejo po prelivanju ali valovanju, saj se oči nepričakovano mostijo.
- Nenavadne vrednosti upora ali izguba kontinuitete na bakrenih sledih.
Mehanske indikacije
- Plošče kažejo nenavaden ukrivljanje, upogibanje ali občutek »spužvastosti« pri rokovanju v bližini delaminiranih področij.
Zakaj in kako pride do delaminacije med lotkanjem ter termično obdelavo
Vsak tiskani vez mora prestati proces sestavljanja pri visoki temperaturi, vendar je delaminacija še posebej verjetna med koraki sestavljanja pri visoki temperaturi, pri čemer več vzrokov za delaminacijo tiskanega vezja povezuje načrtovanje, material in postopek. Zato se lahko povzame, katere povezave v proizvodnji in načrtovanju tega tiskanega vezja je treba optimizirati.
Lotkanje in ponovno taljenje kot sprožilci
- Toplotna obdelava, kot sta reflow in valovno lemljenje, izpostavi ploščice temperaturam nad vreliščem vode (100 °C) in včasih celo nad 250 °C. Ta temperatura predstavlja zahteven minimalni pogoj za toplotno odpornost tiskane vezice.
- Vlaga, ujeti v osnovi tiskane vezice, se izpari in ustvarja notranji tlak; ta situacija nastane, kadar je v notranjem sloju tiskane vezice prisotna ostankova vlaga.
- Če tlak preseže lepilno trdnost materiala, pride do odplastitve – še posebej na najšibkejših mestih, kot so vhodi prehodov ali robovi bakrenih ploščic.
Pogosti vzroki za odplastitev med sestavo:
- Neustrezna ali napačna Tg laminatnih materialov (npr. uporaba FR-4 materiala z napačno vrsto Tg za brezsvinovo lemljenje). Pri zahtevah proizvodnje tiskanih vezic je zlasti pomembno izbrati primerno specifikacijo in model osnovnega materiala.
- Plošče niso predhlapljene ali vakuumsko zatesnjene, pred spajkanjem so bile izpostavljene vlažnosti. V trenutnih proizvodnih procesih ta dejavnik komajda predstavlja spodbudo. Kljub temu je treba odprte embalažne materiale porabiti čim prej, da se izogne izgubi materiala.
- Kakovostno slabi osnovni materiali tiskanih vezij, ki so vpijali vlago ali se poslabšali.
Zakaj lahko pride do obsežnega luščenja
- Če se luščenje začne na eni točki spajkanja, se lahko širi navzven in povzroči obsežno luščenje, ki vpliva na več plasti osnovnega materiala.
Vrste testov za merjenje luščenja tiskanih vezij
V industriji tiskanih vezij se uporabljajo strogi tipi testov za merjenje luščenja, kar omogoča preventivno zaznavanje in zagotavljanje kakovosti.
Ključne metode testiranja
Vrsta testa |
Namembnost/Rezultat |
Skenirno akustično mikroskopijo (SAM) |
Odkrije praznine, mehurčke in reže, ki so nevidni s prostim očesom |
Termomehanska analiza (TMA) |
Določa lastnosti raztezanja, identificira šibke točke ob spremembah temperature |
Test ledenja s kovino |
Oceni stabilnost v pogojih visoke temperature in vrele leme |
Preizkus napetosti medpovezav (IST) |
Meri celovitost prehodov in prevlek pod vplivom ponavljajočih se toplotnih ciklov |
Analiza mikropresreza |
Neposredno pregleda prerežene plasti za notranje praznine |
Metode za preprečevanje luščenja in rešitve
Zaščita pred luščenjem je večplastna in temelji na načrtovanju, shranjevanju, obdelavi ter celo odnosih s dobavitelji.
Izbira oblikovanja in materiala
- Po razumevanju končnih zmogljivosti in uporabe materiala izberite material FR-4 ali alternativne materiale za tiskana vezja s primernim Tg in odpornostjo proti vlage.
- Če se izdelek uporablja v okoljih z visoko vlažnostjo, med sestavo elektronske enote uporabite izboljšane smole ali nanesite zaščitne prevleke, ki sledijo konturi.
Kontrole pri izdelavi in obdelavi
- V skladiščih in proizvodnih prostorih vzdržujte stroge nadzore nad vlažnostjo ter strogo nadzirajte pravila in predpise pri delu.
- Vse plošče pečite, da odstranite vlago pred lotenjem, še posebej pred visokotemperaturnimi ali večkratnimi postopki sestave.
- Preglejte dobavitelje glede sledljivosti surovin in zahtevajte material z ustreznim tipom Tg.
Najboljše prakse pri sestavi
- Uporabite ustrezne profile, tako da površinski sloj tiskanega vezja in baker nikoli ne presežejo dovoljenih vrednosti proizvajalca.
- Med toplotnimi cikli omogočite hlajenje, da zmanjšate utrujanje zaradi raztezanja/skrčitve.
Varno rokovanje
- Usposobite osebje za previdno rokovanje; nosite rokavice, da se izognete mikropokom.
- Redno pregledujte pojav belih pikev, mehurčkov in manjših delaminiranih površin; takoj ko so ugotovljene kakršnekoli nenavadne poškodbe, morajo biti materiali takoj razvrščeni v območje neuporabnih materialov in shranjeni ločeno.
Okoljski nadzor
- Uporabljajte skladišča z nadzorovanim klimatskim stanjem za shranjevanje laminatnih materialov.
- Senzorji za vlažnost in temperaturo redno nadzorujte, da se izognete absorbiranju vlage.
Koraki popravila delaminacije tiskane vezne plošče (PCB)
Če je prišlo do delaminacije, je mogoče funkcionalnost nekaterih materialov še vedno obnoviti s strokovnim popravilom:
- Diagnosticirajte z vizualnim pregledom ali SAM.
- Prenehajte z nadaljnjim rokovanjem (za preprečevanje širjenja mehurčkov ali rež).
- Pozorno očistite površino – izogibajte se agresivnim čistilnim sredstvom, ki raztapljajo lepila.
- V primeru potrebe izvrtajte majhno odpravljalno luknjo, da vstavite epoksi v delaminirano območje.
- Vstrelite visoko kakovostni epoksi in uporabite tlačni pritisk.
- Nehajte pri nadzorovani temperaturi, da obnovite lepljenje.
- Ponovno preskusite z električno prevodnostjo in nateznimi preskusi.
Pogosta vprašanja
V: Kateri je glavni razlog za delaminacijo pri sodobnih večplastnih tiskanih vezjih?
O: Glavni dejavniki, ki lahko povzročijo delaminacijo danes, so nekontrolirana vlažnost podlage tiskanega vezja in skladiščenje, uporaba laminatnih materialov z napačnim ali premajhnim Tg za sestavni proces ter slabe proizvodne ali laminacijske prakse.
V: Kako lahko preprečim delaminacijo, če morajo tiskana vezja preiti skozi večkratne postopke lotkanja ali popravila?
O: Uporabite material plošče z visokim Tg, tesno spremljajte vlažnost, zaprite pod vakuumom med postopki in pečite plošče, preden jih ponovno izpostavite visokim temperaturam.
V: Ali vsako pobarvano območje ali mehurček kaže na kritično delaminacijo?
A: Ni vsako vidno anomalijo treba zavreči. Majhne belo razločene pike (measling) morda ne povzročajo vedno razslojevanja, vendar vedno opazujte morebitno širjenje. Sprememba barve pogosto kaže na ujet vlago – odpravite osnovne vzroke, preden nadaljujete s sestavljanjem.
V: Kaka je razlika med measlingom, crazingom in razslojevanjem?
A: Measling je nastanek majhnih belih pik, crazing se kaže kot mreža drobnih razpok, razslojevanje pa je dejansko fizično ločevanje ali mehurji v laminatu tiskanega vezja ali med bakerjem in podlago.
V: Ali lahko neustrezna čistilna sredstva povzročijo razslojevanje?
A: Da – še posebej agresivni topila lahko poslabšajo adhezijo na površinski plasti tiskanega vezja ali med plastmi, kar na koncu povzroči razslojevanje.
V: Zakaj se določena območja ploščice bolj razslojujejo kot druga?
A: Razslojevanje se pogosto začne na toplotnih ali mehanskih napetostnih točkah – robovih, skupinah vodov ali okoli očes za lotenje – zlasti tam, kjer je gostota prevodnikov visoka ali kjer imajo sloji nižjo lepilno trdnost.
V: Katere vrste preizkusov morajo biti del našega vhodnega in izhodnega kontrole kakovosti za tiskane vezije (PCB)?
A: Uporabite mikrosekcijsko analizo, TMA, IST, SAM in preizkus plavanja v lotu, da ocenite potencialno in obstoječe razslojevanje v vseh pomembnih serijah. Vedno dokumentirajte in spremljajte vrste okvar.
Zaključek in povzetek najboljših praks
Tiskana vezna plošča (PCB) je elektronski material, ki se obdeluje z visoko natančnostjo. Zelo visoke zahteve in standardi veljajo za izbiro in shranjevanje materialov, kontrolo procesov ter vakuumsko pakiranje in shranjevanje končanih izdelkov. Slojenje je kompleksen mehanizem okvare, ki je posledica vlažnosti, neustrezne izbire materiala, slabih proizvodnih postopkov in nepravilne toplotne obdelave. Nesreče, kot so masovno slojenje, nenadne okvare na terenu in povračila izdelkov, izvirajo vse iz teh glavnih vzrokov slojenja tiskanih veznih plošč; po ugotovitvi težave izberite primerno rešitev in zmanjšajte izgube do najmanjše možne mere.
Vaš kontrolni seznam za preprečevanje slojenja:
- Vedno uporabljajte ustrezne plošče z ustreznim, certificiranim Tg razredom za vaše specifične procesne temperature.
- Strogo nadzorujte, kako in kje hranite laminatne materiale, in poskrbite, da se vse tiskane vezne plošče —tiste, ki prihajajo ali odhajajo—obravnavajo v skladu s strogi klimatskimi pravili.
- Nastavite nadzor vlažnosti in ne preskočite koraka predhodnega pečenja, zlasti pri ploščah, ki so morda vselele vlago.
- Izberite dobavitelje, ki imajo trdne certifikate za svoje postopke in materiale, ter jih redno preverjajte.
- Usposobite vsako osebo, ki rokova s ploščami ali jih sestavlja, o tem, kaj je razslojevanje in kako ga preprečiti —to pomeni, da jim morate poučiti, kako prepoznati in prijaviti vse, kar izgleda ali se obnaša nenavadno.
- Izvajajte močne, zanesljive teste za preverjanje razslojevanja kot del rednih preverjanj postopkov in končnega nadzora kakovosti.

