Увод
Štampana ploča (PCB) je srce svakog elektronskog uređaja, tiho napajajući naše telefone, vozila, medicinsku opremu i satelite. Kako se kineski procesi proizvodnje i izrade, sposobnosti i tehnologije za štampane ploče stalno poboljšavaju, međutim čak ni ploče najvišeg kvaliteta nisu imune na jednu od najupornijih i najskupljih kvarova u elektronici: odlepljivanje PCB-a. Kada slojevi ploče počnu da se odvajaju, električni kvarovi i povraćaji proizvoda obično uskoro usledi.
Разумевање одслојавања ППМ-а и начин на који га можемо спречити. Прво је неопходно разумети да се узроци одслојавања могу грубо поделити у четири категорије: проблеми са материјалом, проблеми у процесу производње, утицаји спољашње средине и неподобна хемијска третирања, итд. Ако посматрамо детаљније процес производње, али и како влажност, термичка обрада, монтажа и услови складиштења међусобно делују. Мане попут одслојавања, појаве белих тачака (меаслинг) и пукотина (кразинг) компромитују површински слој ППМ-а и унутрашњу структуру, чиме се умањује поузданост, а понекад и безбедност.
Шта је одслојавање ППМ-а?
Rasslojavanje PCB (štampane ploče) odnosi se na pojavu rasslojavanja ili odvajanja između različitih slojeva ploče tokom procesa proizvodnje. Rasslojavanje PCB-a nastaje kada se slojevi ploče — kombinacije bakra, smole i podloge — počnu odvajati usled različitih mehaničkih, termičkih ili hemijskih uzroka. Rasslojavanje se može pojaviti u vidu mehurića ili pukotina, promene boje i stvaranja mehura, vrećica ili čak izobličenja površinskog sloja PCB-a. Kada dođe do stratifikacije, ako se ne otkloni, rasslojavanje može dovesti do povećanja nivoa vlage unutar PCB-a, ubrzavajući dalju štetu, što rezultuje gubitkom funkcionalnosti ploče.
Судећи по неким често коришћеним материјалима, за основне материјале штампаних плоча користе се материјали као што су FR-4 или полиимид. Ови ламинати, лепкови и бакарни фолије су високо развијени материјали, али остају осетљиви. Када су изложени превеликој влажности или термичким циклусима, чак и ламинати највишег квалитета могу довести до одвајања слојева ако нису правилно произведени и руковано с њима.
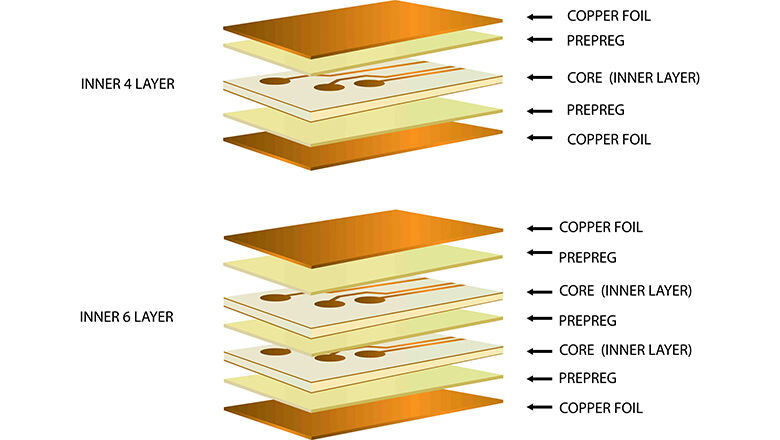
Структура штампане плоче |
Улога |
Ризик од лупања |
Слој бакарног проводника |
Преноси сигнале |
Може пуцати или набркати се ако се горњи слој плоче одвоји |
Диелектрични слој |
Изолација између слојева |
Задржава влагу, често је први који се „одлепи“ |
Ламинат (FR-4/Полиимид) |
Групни материјал плоче |
Neispravna vrsta/Tg može uzrokovati odvajanje slojeva |
Gornji sloj/maska za lemljenje |
Zaštita i izolacija |
Odvajanje slojeva na površinskom sloju kompromituje zaštitu padova/traga |
Zašto je odvajanje slojeva na PWB kritičan problem
Zašto odvajanje slojeva privlači toliko pažnje u svetu PWB-a? Jednostavno rečeno: ako dođe do odvajanja slojeva, ceo PWB može prestati da funkcioniše. Ploča štampanih kola predstavlja osnovni sastavni deo za prenos signala i kola na celoj kontrolnoj ploči.
Zašto je odvajanje slojeva toliko opasno:
- Električni kvarovi: Najdirektniji je prekid putanja provodnika; gubitak napajanja ili podataka, što rezultira nasumičnim kvarovima.
- Toplotne tačke pregrevanja: Пошто ваздушни јази изазвани расслојавањем имају низак пренос топлоте, стварају локалне „тачке прегревања“ које на крају убрзавају даље кварове.
- Структурна слабост: Са структурног аспекта, када се основни материјали штампане плоче расслоје, губе механичку чврстоћу и склони су пуцању, посебно током монтаже или переделки.
- Дугорочно оштећење: Влажност у подлоги штампане плоче стално напада изнутра, доводећи до корозије, појаве мачијих пега и додатног набраздавања. Ово је фактор изазван спољашњом средином.
- Скривени ризици: Чак и ако расслојавање можда не зауставља уређај одмах, скраћује век трајања штампане плоче — узрокујући да производи престану да раде задуже пре предвиђеног тренутка истека века трајања, а штампана плоча је изгубила своје најосновније перформансе.
Узроци расслојавања штампаних плоча: Главни фактори
Ако желите да решите проблем слојевитости, онда крените од узрока.
Разумевање узрока расслојавања штампаних плоча и разлога због којих долази до њега је први корак ка спречавању.
1. Upijanje vlage i vlažnost
Materijali za PCB ploče su higroskopični – pojava upijanja vlage obično je u bliskoj vezi sa faktorima kao što su hemijska struktura i poroznost korišćenih materijala, kao i vlažnost okoline. Uobičajeni supstrati za PCB, poput FR-4 (kompozitni materijal od staklene tkanine i epoksidne smole), imaju određene pore i mogu upijati vlagu iz vazduha. To znači da apsorbuju vlagu iz okoline, naročito ako se ploča drži nezaštićena na mestu sa visokom vlažnošću. Višak vlage u PCB može biti zarobljen u osnovnom materijalu ploče i izložen vlažnosti tokom proizvodnje, skladištenja ili transporta. Kasnije, izloženost visokim temperaturama tokom lemljenja pretvara tu vlagu u paru.
- Када се влага затворена у штампаној плочи загреје изнад тачке кључања воде, ствара се јак притисак изнутра. Ако ламинат не може да испусти или апсорбује овај притисак, слојеви почињу да се одвајају, што доводи до пада електричних перформанси, неравномерног топлотног ширења, смањења механичке чврстоће и чак до проблема као што су кратки спојеви, а на крају долази до дефолијације.
- Услови складиштења ламинираних материјала су критични. Када се влажност ваздуха повећа, убрзава се и апсорпција влаге. Ако површина подлоге упије влагу, брзина упијања влаге расте са повећањем влажности. Због тога, недостатак ваакумског запечативања или претходног печења штампаних плоча пре монтаже је главни узрок.
- Влажност у подлози штампане плоче такође може изазвати појаву меаслинга (види испод).
2. Термички напон и термичка обрада
Када ПП отисне у фазу SMT склопа и процесирања, свака табла пролази кроз поновљени термички стрес током склапања. Термичка обрада (рефлоу лемљење, таласно лемљење, поправка) загрева таблу изнад 200°C. Након утицаја високих температура, ако је ламинат стар, има погрешан тип смоле или није испечен, може доћи до одслојавања.
- Лош термички профил или превазилажење нивоа Tg смоле (температура стакласте транзиције, нпр. коришћење FR-4 материјала са погрешним типом Tg) су чести разлог. Стога, приликом бирања материјала, треба проценити и захтеве коначне примене производа и одабрати одговарајући степен Tg.
- Подложени термичком циклирању, ширење и скупљање слојева „ослабљује“ везе, посебно код HDI табли или оних са дебелим бакарним проводницима.
3. Проблеми у производњи и материјалу
- Лоши производни процеси : Било које честице, уља или неправилно ламинирање током пресовања плате могу увек изазвати одламинирање. У савременим потпуно аутоматизованим радним просторијама за производњу, овај фактор је знатно смањен.
- Погрешна врста Tg : FR-4 или полиимид морају одговарати стварној термичкој обради ваше склопа.
- Стари, неисправни материјали за плате или истекли смоле могу довести до одламинирања . Препоручује се коришћење материјала од уобичајених међународних марки.
- Материјал са погрешном врстом Tg : Ако се процес рефлукса стално одвија на вишој температури него што је подлога предвиђена, формирање мехура услед одламинирања је само питање времена. Како је наведено горе, бирање одговарајуће подлоге по питању Tg може смањити вероватноћу овог проблема.
4. Механички и хемијски тригер
- Савијање плате, неправилно руковање или удари могу изазвати одламинирање, нарочито када се везе ослабе услед влаге или топлоте.
- Ако се средстава за чишћење, флукс и остатке маске за лемљење не уклоне исправно, може доћи до деградације интерфејса између површинског слоја и основног материјала, чиме је подстицање одслојавања предодређено.
Механички и хемијски тригери често се јављају у каснијим фазама поновне обраде и производње склопа, а узрокују их спољашњи фактори.
Табела прегледа: Узроци одслојавања ППП-а
Категорија узрока |
Типични тригер / грешка |
Влажност / упијање |
Захваћене, непросушене или изложене плате |
Температура |
Превисок профил, више циклуса рефлоу/таласног лемљења |
Производња |
Лоше пресовање/ламинирање, истекао резин, прљаве површине |
Руковање материјалом |
Неисправан Tg, материјали ван спецификације, лоше складиштење |
Хемијски |
Остатци флукса/чистећег средства, корозивна атмосфера |
Механички |
Прекомерно савијање/удари током руковања након израде |
Мелавост и прскавина ППК: повезани облици одleпљивања
Одлеђивање, мелавост и прскавина често се мешају, али представљају различите недостатке у свету штампаних кола — сваки са својим скупом ризика и узрока. Ови квалитетни проблеми не утичу само на изглед ППК-а, већ такође могу озбиљно утицати на његов електрични рад и поузданост.
Мелавост и недостаци на ППК
Мелавост је формирање врло малих бело испупчења услед одлењавања, углавном на местима преклапања стаклених влакана у основном материјалу ППК-а. Ови дефекти се појављују као ситне беле тачке испод лака за лемљење или ламината и понекад се погрешно сматрају почетним стадијумом одлењавања. Мелавост и одлењавање ППК-а су узвајно повезани, јер оба произилазе из распадања ламинираних материјала, често изазваног вишком влаге у ППК-у или лошим производним процесима.
- Measling se obično javlja usled oksidacije ili korozije metalnog sloja na površini PCB ploče (kao što je sloj bakra), prisustva vlage, ili može biti posledica neadekvatnog premaza ili obrade površine, naročito kada su ploče izložene brzim termičkim promenama ili termičkim udarima tokom lemljenja.
- Kada je vlaga zarobljena u osnovnim materijalima PCB ploče ili kada materijali nisu pravilno izležani, pojavljuju se mali beli mrlje. Tokom vremena, ove mrlje mogu rasti, što može dovesti do ozbiljnijeg odvajanja slojeva ako se problem ne reši.
Crazing
Crazing se karakteriše mrežastim uzorkom mikroprslina koje prolaze kroz osnovni laminat PCB-a, a najčešće je uzrokovan zamorom materijala, neadekvatnom kontrolom teksta i grafike tokom procesa lemljenja, kao i nepravilnim mehaničkim operacijama poput lošeg bušenja i rezanja. Za razliku od mejzlinga, koji je lokalizovan, crazing često pokriva šire oblasti, stvarajući izgled mreže ili prepletene mreže ispod solder maska. Iako crazing ne uzrokuje uvek delaminaciju, on je vidljiv indikator naprezanja i može oslabiti strukturni integritet ploče.
Kada su oblici delaminacije uzroci zabrinutosti
- Mejzling i crazing mogu dovesti do delaminacije ako se ploča dodatno optereti termičkim ili mehaničkim ciklusima, ili ako zarobljena vlaga ekspandira tokom montaže ili upotrebe proizvoda.
- Ploče na kojima se pojavljuju veoma male bele tačke usled delaminacije treba staviti pod karantin radi daljih pregleda i testiranja. Redovno vršite proveru problema na materijalima ili osnovne testove pre upotrebe.
- Усвајањем научних процеса пројектовања, производње и тестирања, стопа појављивања ових проблема може се значајно смањити, а поузданост и дугорочна стабилност штампаних плоча може бити побољшана.
Брза таблица поређења: Меаслинг против Крезинга против Расслојавања
Greška |
Vizuelni znak |
Главни узрок |
Утицај на ПП |
Меаслинг |
Мали бели мрљи на сноповима влакана |
Влажност, проблеми са отврдњавањем |
Козметички ако су изоловани, ризични ако су распрострањени |
Crazing |
Фино, пукотине попут пауке у ламинату |
Термално/механичко циклирање |
Често косметички, али ослабљује ламинат |
Odlaminacija |
Велике близе, мехури, одвајање |
Топлота, влага, погрешна Tg, процес |
Важно—може изазвати потпуни губитак кола или изолације |
Последице одлеђивања штампаних плоча (PCB)
PCB, као високотачан електронски материјал. Последице одлеђивања и сродни облици на PCB-овима имају далекосежне последице, утичући на електричне, топлотне и механичке карактеристике уређаја. Најочигледнија последица је пад механичких и електричних својстава плоче, па све до функционалног квара.
Проблеми електричних перформанси
Кратки спојеви и прекиди струјног кола су најчешћи, као и уобичајени дијагностички манифестацији који најбоље одражавају појаву одлеђивања.
- Прекид проводника: Где се проводници или стазе одвајају од основног материјала , kola postaju otvorena, što dovodi do kvarova uređaja ili povremenih grešaka.
- Kratki spojevi i CAF: Odlepljivanje može dovesti do novih puteva za vodljive anodne filamente (CAF), koji povezuju oči za lemljenje ili bakarne staze.
Termičke i strukturne posledice
Često tokom procesa zavarivanja, odlepljivanje se pojačava pri izlaganju toploti. Ili pucanje i deformacije uzrokovane spoljašnjim silama.
- Termička izolacija: Meheuroi i pukotine smanjuju protok toplote, što uzrokuje pregrevanje i brzo lokalno degradiranje komponenti u blizini odlepljenih zona.
- Mehanička slabost: Ploča gubi sposobnost savijanja ili otpornost na udarne opterećenja, što dovodi do pucanja i daljeg opsežnog odlepljivanja.
Vlaga i korozija
Uticaj podloga kao što su FR-4 i CM-1 koje apsorbuju vlagu iz vazduha u sredinama sa visokom vlažnošću.
- Zatrpana vlaga u štampanoj ploči ne samo da uzrokuje širenje pri zagrevanju, već takođe može ubrzati koroziju, posebno na otkrivenim bakarnim provodnicima ili stazama u delaminiranoj oblasti.
- Višestruk izlaganje visokoj vlažnosti i lošim uslovima skladištenja laminatnih materijala omogućava dalje degradacije, što dovodi do toga.
Uticaj na vek trajanja i pouzdanost proizvoda
Za velikog proizvođača štampanih ploča, iako optimizacija spoljašnjeg okruženja i upravljanje operativnim normama sprečavaju problem delaminacije, jednom kada se ona pojavi, ima ogroman uticaj na vek trajanja same štampane ploče i pouzdanost konačnih proizvoda.
- Delaminacija i njene varijante (measling, crazing) smanjuju efektivni vek trajanja štampane ploče, što znači da čak i uređaji koji prolaze početne funkcionalne testove mogu početi da otkazuju mesecima ili godinama kasnije, znatno skraćujući radni vek proizvoda.
- Ови скривени кварови могу изазвати скупе повратке и оштећење репутације бренда, јер уређаји неочекивано дотрче у погону.
Како да препознате оштећену ППМ (симптоме и врсте расслојавања)
Најбољи начин да се реше проблеми је да се спрече. Познавање симптома расслојавања ППМ-а од суштинског је значаја за рано откривање и сузбијање, а проблем можемо препознати кроз следеће назнаке.
Визуелни знакови
- Подручје промењене боје испод маске за лемљење често указује на накупљање влаге или почетно расслојавање.
- Мехурићи или блистави на површинском слоју или у тачкама унутрашњег слагања директни су индикатори.
- Мехур од расслојавања: Надуто или губасто подручје које изгледа као да је издигнуто са површине ППМ-а.
- Мала бела подручја од расслојавања: Указују на појаву мрља, посебно након термалних циклуса.
Електрични и функционални симптоми
- Нагли или повремени кварови, посебно када плоча издржи циклусе високе температуре.
- Кола престају да раде након рефлукса или таласног лемљења када се очи непредвиђено споје.
- Необични отпори или губитак континуитета на бакарним стазама.
Механички индикатори
- Плоче показују необичан извртање, флексију или осећај „пружавости“ када се држе у близини деламинацијских области.
Зашто и како долази до деламинације током лемљења и термичке обраде
Свака ПЦБ мора да прође кроз процес склапања на високој температури, али деламинација је посебно вероватна током корака склапања на високој температури, а неколико узрока деламинације ПЦБ повезује дизајн, материјал и процес. Стога се може сумирати које везе у производњи и дизајну ове ПЦБ треба оптимизовати.
Лемљење и рефлукс као покretačи
- Термичка обрада, као што су рефлоу и таласно лемљење, излаже плате температурама изнад тачке кључања воде (100°C), а понекад и преко 250°C. Ова температура представља захтевни минимум за отпорност на топлоту PWB-а.
- Влага затворена у основи PWB-а испари, стварајући унутрашњи притисак, ова ситуација се дешава када постоји остатак влаге у унутрашњем слоју PWB-а.
- Ако притисак премаши носивост лепка, доћи ће до одслојавања — посебно на најслабијим местима као што су улази златних вијака или ивице бакарних подлога.
Уобичајени покretačи одслојавања током монтаже:
- Недовољан или нетачан Tg у ламинираним материјалима (нпр. коришћење FR-4 материјала са нетачном врстом Tg за безоловно лемљење). У захтевима процесне производње PWB-а, посебно је важно одабрати одговарајућу спецификацију и модел основног материјала.
- Ploče nisu prethodno pečene niti vakuumirane, izložene su vlažnosti pre lemljenja. U trenutnim procesima proizvodnje, ovaj faktor jedva predstavlja podsticaj. Međutim, za materijale iz otvorenih pakovanja, potrebno je što pre iskoristiti kako bi se izbegao gubitak materijala.
- Ploče lošeg kvaliteta koje su upile vlagu ili degradirane.
Zašto može doći do velikih odvajanja slojeva
- Ako se odvajanje slojeva započne na jednoj tački lemljenja, može se širiti dalje, što dovodi do velikih odvajanja koja utiču na više slojeva osnovnog materijala.
Vrste testova za merenje odvajanja slojeva PCB-a
U industriji PCB-a koriste se strogi tipovi testova za merenje odvajanja slojeva, što omogućava proaktivno otkrivanje i jamčenje kvaliteta.
Ključne metode testiranja
Тип испитивања |
Svrha/Rezultat |
Skener akustičke mikroskopije (SAM) |
Otkriva praznine, mehurove i pukotine nevidljive golim okom |
Термомеханичка анализа (TMA) |
Утврђује карактеристике ширења, идентификује слабе тачке при промени температуре |
Тест лебдећег лема |
Процењује стабилност у условима високе температуре и кључалог лема |
Тест напона на повезивања (IST) |
Мери целину отвора и наноса при понављању термичких циклуса |
Анализа микросекције |
Директно испитује попречне пресеке слојева ради откривања унутрашњих шупљина |
Методе за спречавање одслојавања и решења
Заштита од одслојавања је вишеструка и заснива се на дизајну, складиштењу, процесирању и чак односима са добаљачима.
Избор дизајна и материјала
- Након што се разуме крајња перформанса и применa материјала, одаберите FR-4 материјал или алтернативне материјале за штампане плоче са одговарајућим Tg и отпорношћу на влагу.
- Ако се производ користи у срединама са високом влажношћу, током израде PCBA склопа користите побољшане смоле или нанесите заштитне конформне преклопе.
Контроле производње и обраде
- Одржавајте строгу контролу влажности у просторијама за складиштење и израду, строго контролишите правила и прописе рада.
- Пеци све плоче како бисте уклонили влагу пре лемљења, посебно пре високотемпературних или вишеструких процеса лемљења.
- Ревидирајте добављаче ради праћења сировина и захтевајте материјал са исправном врстом Tg.
Најбоље праксе приликом склапања
- Користите исправне профиле тако да површински слој штампане плоче и бакар никада не прелазе произвођачева ограничења.
- Дозволите хлађење између термичких циклуса како бисте минимизовали замор услед ширења/скупљања.
Sigurna Rukovanja
- Обука особља о деликатном руковању, ношење рукавица како би се избегли микропукотине.
- Редовно проверавати појаву малих пега, бубрица и мањих деламинацијских области; чим се открију било какви аномални материјали, одмах их класификовати у зону неупотребљивих материјала и обавезати се за складиштење.
Контрола животне средине
- Користити складишта са контролисаном климом за услове складиштења ламинираних материјала.
- Надгледати помоћу сензора влажности и температуре ради спречавања апсорпције влаге.
Кораци поправке деламинације на ППС-у
Ако је дошло до деламинације, функција неких материјала се може вратити кроз професионалну поправку:
- Дијагноза визуелним прегледом или САМ-ом.
- Престати са даљим руковањем (ради спречавања ширења бубрица или празнина).
- Пажљиво очистити површину — избегавати агресивне средство за чишћење која растварају лепкове.
- Потребно је просверлити мали отвор за отпуштање како би се убризгао епоксид у деламинирану област.
- Убризгајте епоксид високих спецификација и нанесите компримовани притисак.
- Направите полимеризацију у контролисаној температури како бисте обновили адхезију.
- Поново тестирајте коришћењем тестова електричне проводљивости и оптерећења.
Често постављана питања
П: Који је главни разлог за расслојавање код модерних вишеслојних штампаних плоча?
О: Главни фактори који могу довести до расслојавања данас су неконтролисана влажност супстрата штампане плоче и складиштење, употреба ламинираних материјала са погрешном или недовољном тачком стакласте транзиције (Tg) за процес монтаже, као и лоша производна или ламинирајућа пракса.
П: Како могу спречити расслојавање ако штампане плоче морају да прођу кроз више циклуса лемљења или переделке?
О: Користите материјал плате са високом Tg вредношћу, пажљиво пратите влажност, запечатите под вакуумом између процеса и испаљивайте плоче пре него што их поново изложите високим температурама.
П: Да ли свака обојена површина или мехур указује на критично расслојавање?
A: Не сваки визуелни дефект захтева одбацивање. Мали бели тачкици (меаслинг) не морају увек довести до слојевитости, али их треба стално пратити да ли се шире. Промена боје често указује на затворену влагу — уклоните основни узрок пре него што наставите са монтажом.
П: У чему је разлика између меаслинга, кречења и слојевитости?
A: Меаслинг је појава малих белих тачкица, кречање се појављује као мрежа ситних пукотина, док је слојевитост одвајање или бубрице између слојева ламината ПЦБ-а или између бакра и подлоге.
П: Да ли неправилни средстава за чишћење могу изазвати слојевитост?
A: Да — посебно агресивни растварачи могу оштетити адхезију на површинском слоју ПЦБ-а или између слојева, што на крају може довести до слојевитости.
П: Зашто се одређена подручја плате више слојевите од других?
О: Дељење слојева често почиње на тачкама термичког или механичког напона — ивицама, групама вија или око отвора за лемљење — посебно тамо где је густина проводника висока или где слојеви имају нижу адхезивну чврстоћу.
П: Које врсте испитивања треба да чине део нашег улазног и излазног контроле квалитета штампаних плоча?
О: Користите анализу микросекција, TMA, IST, SAM и тест пливања у лему како бисте измерили потенцијално и постојеће одвајање слојева у свим критичним серијама. Увек документујте и пратите типове кварова.
Закључак и подсетник на најбоље праксе
ППП је електронски материјал који се обрађује са високом прецизношћу. Постоје веома строги захтеви и стандарди у вези избора и складиштења материјала, контроле процеса и вакуумског паковања и чувања готових производа. Расслојавање је сложени механизам квара који настаје услед присуства влаге, неподобног избора материјала, лоших производних процеса и неодговарајуће термичке обраде. Трагедије попут масовног расслојавања, изненадних кварова у употреби и повратка производа имају корен у управо овим главним узроцима расслојавања ППП-а; након што се проблем идентификује, треба одабрати одговарајуће решење и на тај начин смањити губитке до максималне могуће мере.
Ваша контролна листа за спречавање расслојавања:
- Увек користите одговарајуће материјале плате који имају исправан, сертификован Tg рејтинг за специфичне температуре вашег процеса.
- Строгo контролишите начин и место складиштења ламинираних материјала и уверите се да се сви ППП-ови —који долазе или одлазе— рукую у складу са строгим климатским правилима.
- Подесите мониторинг влажности и не прескачете корак претходног испаривања, посебно код табли које су могле упијати влагу.
- Бирајте добављаче који имају чврсте сертификате за своје процесе и материјале и редовно их проверавајте.
- Обучите сваку особу која руковао или саставља табле о томе шта је расслојавање и како га спречити —то значи да их треба обучити да препознају и пријаве било шта што изгледа или се понаша ненормално.
- Спроводите јаке, поуздане тестове ради провере присуства расслојавања као део редовних провера процеса и финалне контроле квалитета.

