Uvod
Tiskana ploča (PCB) je srce svakog elektroničkog uređaja, tiho napajajući naše telefone, vozila, medicinsku opremu i satelite. Kako se kineski proizvodni i proizvodni procesi, sposobnosti i tehnologije za tiskane ploče stalno poboljšavaju, čak ni ploče najviše kvalitete nisu imune na jednu od najupornijih i najskupljih kvarova u elektronici: odlaminaciju PCB-a. Kada slojevi ploče počnu odvajati, električni kvarovi i povratak proizvoda često uskoro slijede.
Razumijevanje odvajanja slojeva na tiskanim pločicama i kako ga spriječiti. Prvo je potrebno razumjeti da se uzroci odvajanja slojeva mogu grubo podijeliti u četiri kategorije: problemi s materijalom, problemi u proizvodnom procesu, vanjski utjecaji okoline i neodgovarajuće kemijske obrade itd. Ako pogledamo pobliže proizvodni proces, ali i kako vlažnost, termička obrada, montaža i uvjeti skladištenja međusobno djeluju. Defekti poput odvajanja slojeva, pojave bijelih mrlja (measling) i mikropukotina oštećuju površinski sloj tiskane pločice i unutarnju strukturu, smanjujući pouzdanost, a ponekad i sigurnost.
Što je odvajanje slojeva na tiskanoj pločici (PCB)?
Rasslojavanje PCB-a (tiskane ploče) odnosi se na pojavu rasslojavanja ili odvajanja između različitih slojeva ploče tijekom proizvodnog procesa. Rasslojavanje PCB-a nastaje kada se slojevi ploče — kombinacije bakra, smole i podloge — počnu odvajati zbog različitih mehaničkih, toplinskih ili kemijskih uzroka. Rasslojavanje se može pojaviti u obliku mjehurića ili pukotina, promjene boje i mjehurića, naprsnuća ili čak izobličenja površinskog sloja PCB-a. Kada dođe do stratifikacije, ako se ne otkloni, rasslojavanje može dovesti do povećanja vlažnosti unutar PCB-a, ubrzavajući daljnju štetu, što rezultira gubitkom funkcionalnosti PCB-a.
Sudeći prema nekim uobičajeno korištenim materijalima, pločasti materijali poput FR-4 ili poliimid koriste se kao osnovni materijali za tiskane ploče. Ovi laminati, ljepila i bakrene folije visoko su razvijeni, ali ostaju ranjivi. Kada su izloženi prekomjernoj vlažnosti ili termičkim ciklusima, čak i laminatni materijali vrhunske klase mogu dovesti do odvajanja slojeva ako nisu pravilno proizvedeni i rukovano s njima.
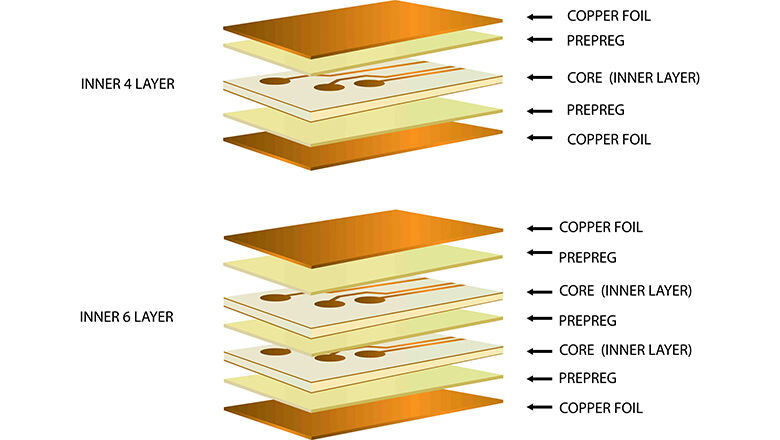
Struktura tiskane ploče |
Uloga |
Rizik od odvajanja slojeva |
Bakreni vodljivi sloj |
Prenosi signale |
Može puknuti ili nabubriti ako se površinski sloj tiskane ploče odvoji |
Dielektrični sloj |
Izolacija između slojeva |
Zadržava vlagu, često je prvi koji se 'ljušti' |
Laminat (FR-4/Poliimid) |
Skupni materijal ploče |
Netočna vrsta/Tg može uzrokovati odvajanje slojeva |
Površinski sloj/zaštitni premaz za lemljenje |
Zaštita i izolacija |
Odvajanje slojeva na površinskom sloju oslabljuje zaštitu kontaktne plovice/traga |
Zašto je odvajanje slojeva na tiskanim pločama kritičan problem
Zašto odvajanje slojeva privlači toliko pažnje u svijetu tiskanih ploča? Jednostavno rečeno: ako dođe do odvajanja slojeva, cijela tiskana ploča može prestati funkcionirati. Tiskana ploča služi kao osnovni sastojak za prijenos signala i sklopova na cijeloj kontrolnoj ploči.
Zašto je odvajanje slojeva tako opasno:
- Električni kvarovi: Najizravniji je prekid staza vodiča; gubitak napona ili podataka te nastanak nasumičnih kvarova.
- Toplijske točke: Zbog zračnih džepova nastalih od laminacije, prijenos topline je nizak, što stvara lokalne „tople točke“ koje na kraju ubrzavaju dodatni kvar.
- Strukturna slabost: S obzirom na strukturu, kada se osnovni materijali tiskane ploče odleje, gube mehaničku čvrstoću i skloni su pucanju, osobito tijekom montaže ili popravka.
- Dugoročna oštećenja: Vlažnost u podlozi tiskane ploče stalno napada iznutra, što dovodi do korozije, mjehurića i daljnjeg nadimanja. Ovo je faktor koji uzrokuje vanjsko okruženje.
- Skriti rizici: Čak i ako odlejivanje možda ne zaustavi uređaj na početku, skraćuje vijek trajanja tiskane ploče — uzrokujući kvar proizvoda daleko prije predviđenog kraja života, a tiskana ploča je izgubila svoj najosnovniji rad.
Uzroci odlejivanja tiskanih ploča: Glavni faktori
Ako želite riješiti problem slojevitosti, onda krenite od uzroka.
Razumijevanje uzroka odvajanja slojeva na tiskanim pločama i razloga zašto dolazi do odvajanja slojeva je prvi korak u prevenciji.
1. Upijanje vlage i vlažnost
Osnovni materijali tiskanih ploča su higroskopski — pojava upijanja vlage obično je usko povezana s faktorima poput kemijske strukture i poroznosti korištenih materijala, kao i vlažnosti okoline. Uobičajeni supstrati za tiskane ploče, poput FR-4 (kompozitni materijal od staklene tkanine i epoksidne smole), imaju određene pore i mogu upijati vlagu iz zraka. To znači da upijaju vlagu iz okoline, posebno ako se ploča drži nezaštićena u uvjetima visoke vlažnosti. Višak vlage u tiskanoj ploči može biti zarobljen u osnovnom materijalu ploče te izložen vlažnosti tijekom proizvodnje, skladištenja ili transporta. Kasnije, izloženost visokim temperaturama tijekom lemljenja pretvara tu vlagu u paru.
- Kada se vlaga zarobljena u tiskanoj ploči zagrije iznad točke vrelišta vode, stvara snažan unutarnji tlak. Ako laminat ne može ispustiti ili apsorbirati ovaj tlak, slojevi počinju odvajati se, što dovodi do smanjenja električne učinkovitosti, neravnomjernog termičkog širenja, smanjenja mehaničke čvrstoće i čak do problema poput električnih kratkih spojeva, a na kraju dolazi do delaminacije.
- Uvjeti skladištenja laminiranih materijala su kritični. Kada se vlažnost zraka poveća, ubrzava se i adsorpcija vlage. Ako površina podloge upije vlagu, brzina upijanja vlage povećava se s porastom vlažnosti. Stoga nepropusno zapečaćivanje ili pečenje tiskanih ploča prije montaže predstavlja jedan od glavnih uzroka.
- Vlažnost u podlozi tiskane ploče također može uzrokovati pojave mjehurića (vidi niže).
2. Termički napon i termička obrada
Kada PCB uđe u fazu SMT montaže i obrade, svaka ploča prolazi kroz višestruki termički stres tijekom montaže. Termička obrada (refluksnim lemljenjem, talasnim lemljenjem, popravkom) zagrijava ploču na temperaturu iznad 200°C. Nakon utjecaja visokih temperatura, ako je laminat star, ima pogrešnu vrstu smole ili nije pečen, može doći do odvajanja slojeva.
- Loš termički profil ili prekoračenje specificirane Tg smole (temperatura staklastog prijelaza, npr. korištenje FR-4 materijala s pogrešnom vrstom Tg) su česti uzroci. Stoga, prilikom odabira materijala, trebaju se uzeti u obzir i zahtjevi konačne primjene proizvoda te odabrati odgovarajuća Tg klasa.
- Podloženi termičkom cikliranju, širenje i skupljanje slojeva 'oslabljuje' veze, osobito na HDI pločama ili onima s debelim bakrenim vodičima.
3. Problemi u proizvodnji i materijalu
- Loši proizvodni postupci : Bilo kakve čestice, ulja ili nepravilno laminiranje tijekom prešanja ploče uvijek mogu uzrokovati odvajanje slojeva. U današnjim potpuno automatiziranim radionicama proizvodnih linija, ovaj faktor je znatno smanjen.
- Netočna vrsta Tg : FR-4 ili poliimid moraju odgovarati stvarnoj termičkoj obradi vaše sklopne ploče.
- Stari, izvan specifikacije, materijali za ploče ili istekla smola mogu uzrokovati odvajanje slojeva . Preporučuje se korištenje materijala od uobičajenih međunarodnih brendova.
- Materijal s netočnom vrstom Tg : Ako se proces refloa stalno odvija na višoj temperaturi nego što je podloga predviđena, formiranje mjehurića zbog odvajanja slojeva je samo pitanje vremena. Kao što je već spomenuto, odabir odgovarajuće podloge prema Tg može smanjiti vjerojatnost ovog problema.
4. Mehanički i kemijski pokretači
- Savijanje ploče, loša rukovanja ili udari mogu uzrokovati odvajanje slojeva, pogotovo kada su veze oslabljene vlagom ili toplinom.
- Sredstva za čišćenje, fluks i ostatci solder maska, ako se ne očiste pravilno, mogu degradirati sučelje između površinskog sloja i baze, što otvara put do odvajanja slojeva (delaminacije).
Mehanički i kemijski uzroci koji se obično javljaju u kasnijim fazama prerade i montaže proizvoda, uzrokovani vanjskim faktorima.
Sažeti prikaz: Uzroci delaminacije pločica (PCB)
Kategorija uzroka |
Tipični pokretač / pogreška |
Vlažnost / upijanje |
Zaključane, neiskuvane ili izložene pločice |
Temperatura |
Previsok termički profil, višestruki ciklusi reflow/reflow taljenja / lemljenja valom |
Proizvodnja |
Loši tlak/ključanje, istekao smolni materijal, prljave površine |
Ručna radnja s materijalom |
Netočan Tg, sirovine van specifikacije, loše skladištenje |
Kemijski |
Ostaci otapala/čistila, korozivna atmosfera |
Mehanički |
Prekomjerna fleksija/udar tijekom rukovanja nakon izrade |
Measling i pucanje PCB-a: Povezani oblici odslajavanja
Odslajavanje, measling i pucanje često se međusobno zbunjuju, ali predstavljaju različite nedostatke na tiskanim pločama – svaki s vlastitim skupom rizika i uzroka. Ovi kvalitativni problemi ne utječu samo na izgled PCB-a, već također mogu ozbiljno ugroziti njegovu električnu učinkovitost i pouzdanost.
Measling i greške na PCB-u
Measling je stvaranje vrlo malih bijelih točkica uslijed djelomičnog odslajavanja, obično na mjestima prijeloma staklenih vlakana u osnovnom materijalu PCB-a. Pojavljuju se kao sitne bijele točke ispod solder mask ili laminata te se ponekad pogrešno protumače kao početna faza odslajavanja. Measling i odslajavanje PCB-a međusobno su povezani, jer oba fenomena proizlaze iz oštećenja laminata, što je često posljedica prekomjerne vlažnosti u PCB-u ili loših postupaka proizvodnje.
- Mjehurići su obično uzrokovani oksidacijom ili korozijom metalnog sloja na površini tiskane ploče (kao što je bakreni sloj), vlagom ili mogu biti posljedica neodgovarajućeg premaza ili obrade površine, posebno kada su ploče izložene brzim termičkim promjenama ili termičkim udarima tijekom lemljenja.
- Kada je vlaga zarobljena u osnovnim materijalima tiskane ploče ili kada materijali nisu pravilno otvrdnuti, pojavljuju se mali bijeli mjehurići. Tijekom vremena, ovi mjehurići mogu rasti, što može dovesti do ozbiljnijeg odvajanja slojeva ako se problem ne riješi.
Crazing
Crazing se karakterizira mrežastim uzorkom mikropukotina koje prolaze kroz osnovni laminat PCB-a, a najčešće je uzrokovan zamorom materijala, lošom kontrolom teksta i grafičkih elemenata tijekom zavarivanja te nepravilnim mehaničkim operacijama poput lošeg bušenja i rezanja. Za razliku od measlinga, koji je lokaliziran, crazing često pokriva šire područje, stvarajući mrežasti izgled ispod solder maska. Iako crazing ne uzrokuje uvijek delaminaciju, on je vidljivi pokazatelj napetosti i može oslabiti strukturni integritet ploče.
Kada su oblici delaminacije uzrokovani povezanim problemima
- Measling i crazing mogu dovesti do delaminacije ako se ploča dodatno optereti termičkim ili mehaničkim ciklusima ili ako zarobljena vlaga ekspandira tijekom montaže ili upotrebe proizvoda.
- Ploče na kojima se pojavljuju vrlo male bijele točke uslijed delaminacije trebaju biti izdvojene radi dodatne inspekcije i testiranja. Redovito provodite provjere problema na materijalima ili osnovne testove prije upotrebe.
- Primanjem znanstvenih postupaka dizajniranja, proizvodnje i testiranja, stopa pojave ovih problema može se znatno smanjiti, a pouzdanost i dugoročna stabilnost tiskanih pločica može biti poboljšana.
Brza usporedna tablica: Measling vs. Crazing vs. Delaminacija
Nedostatak |
Vizualni znak |
Glavni uzrok |
Utjecaj na tiskanu pločicu |
Measling |
Mali bijeli mrljasti u vlaknastim snopovima |
Vlažnost, problemi s otvrdnjavanjem |
Kozmetički nedostatak ako je izolirano, rizično ako je rašireno |
Crazing |
Fine, poput paučine raspucaline u laminatu |
Toplinsko/mehaničko opterećenje |
Često kozmetički, ali oslabljuje laminat |
Odlaminacija |
Veliki mjehurići, mjehurovi, odvajanje |
Toplina, vlaga, netočna Tg, proces |
Glavni—može uzrokovati potpuni kvar strujnog kruga ili gubitak izolacije |
Učinci i posljedice odvajanja slojeva na tiskanim pločama (PCB)
Tiskana ploča (PCB) je visoko precizan elektronički materijal. Posljedice odvajanja slojeva i povezanih oblika oštećenja na PCB-ovima su dalekosežne i utječu na električne, toplinske i mehaničke aspekte uređaja. Najizravnija posljedica je smanjenje mehaničkih i električnih svojstava ploče, pa čak i funkcionalni kvar.
Problemi električne učinkovitosti
Kratki spojevi i prekinuti spojevi najčešći su i uobičajeni dijagnostički pokazatelji koji najbolje odražavaju pojavu odvajanja slojeva.
- Prekid vodiča: Gdje se vodiči ili staze odvajaju od osnovnog materijala , krugovi postaju otvoreni, što uzrokuje kvar uređaja ili povremene poteškoće.
- Kratki spojevi i CAF: Odlepljivanje može dovesti do novih staza za vodljivo anodno nitovanje (CAF), koje povezuje oči za lemljenje ili bakrene trake.
Toplinski i strukturni učinci
Često tijekom procesa zavarivanja, odlepljivanje se pojačava kada se izloži toplini. Ili pucanje i deformacije uzrokovane vanjskim silama.
- Toplinska izolacija: Mehurići i pukotine smanjuju prijenos topline, što uzrokuje pregrijavanje i brzo lokalizirano degradiranje komponenti u blizini odlepljenih zona.
- Mehanička slabost: Ploča gubi sposobnost savijanja ili otpornost na udarne opterećenja, što dovodi do pucanja i daljnjeg opsežnog odlepljivanja.
Vlaga i korozija
Utjecaj podloga poput FR-4 i CM-1 koje upijaju vlagu iz zraka u uvjetima visoke vlažnosti.
- Zaključana vlaga na tiskanoj ploči ne uzrokuje samo širenje pri zagrijavanju, već također može ubrzati koroziju, osobito na izloženim bakrenim vijama ili stazama u području odvajanja slojeva.
- Višestruka izloženost visokoj vlažnosti i lošim uvjetima skladištenja laminiranih materijala omogućuje daljnje degradacije, što dovodi do toga.
Utjecaj na vijek trajanja i pouzdanost proizvoda
Za velikog proizvođača tiskanih ploča, iako optimizacija vanjskog okoliša i upravljanje operativnim normama sprječavaju problem odvajanja slojeva, jednom kada se pojavi, imat će ogroman utjecaj na vijek trajanja same tiskane ploče i pouzdanost konačnih proizvoda.
- Odvajanje slojeva i njegove varijante (measling, crazing) smanjuju učinkoviti vijek trajanja tiskane ploče, što znači da čak i uređaji koji prolaze početne funkcionalne testove mogu početi otkazivati mjesecima ili godinama kasnije, znatno skraćujući vijek trajanja proizvoda.
- Ovi skriveni kvarovi mogu uzrokovati skupe povrate proizvoda i oštetiti ugled brenda, jer uređaji neočekivano prestanu s radom na terenu.
Kako prepoznati oštećenu tiskanu ploču (simptomi i vrste odslajivanja)
Najbolji način za rješavanje problema je njihova prevencija. Poznavanje simptoma odslajivanja tiskane ploče ključno je za ranu detekciju i ublažavanje posljedica; problem možemo prepoznati kroz sljedeće znakove.
Vizualni znakovi
- Područje promijenjene boje ispod solder maska često ukazuje na nakupljanje vlage ili početno odslajivanje.
- Mehurići ili mjehuri na površinskom sloju ili u točkama unutarnjeg složenja izravni su pokazatelji.
- Mjehur odslajivanja: Otečeno ili spužvasto područje koje se izdigne iznad površine tiskane ploče.
- Mala bijela područja odslajivanja: Ukazuju na pojave meazlinga, osobito nakon termičkih ciklusa.
Električni i funkcionalni znakovi
- Naglo ili povremeno otkazivanje, posebno nakon što ploča izdrži cikluse visoke temperature.
- Kolari otkazuju nakon ponovnog lemljenja ili talasnog lemljenja kada se oči neočekivano spoje.
- Nepredvidive vrijednosti otpora ili gubitak kontinuiteta na bakrenim stazama.
Mehanički pokazatelji
- Ploče pokazuju nepravilno izobličenje, savijanje ili osjećaj „spužvastosti“ pri rukovanju u blizini delaminiranih područja.
Zašto i kako dolazi do delaminacije tijekom lemljenja i termičke obrade
Svaka PCB ploča mora proći postupak montaže pri visokoj temperaturi, ali delaminacija je osobito vjerojatna tijekom koraka montaže s visokom temperaturom, a nekoliko uzroka delaminacije PCB-a povezuje dizajn, materijal i proces. Stoga se može zaključiti koji dijelovi u proizvodnji i dizajnu ove ploče trebaju biti optimizirani.
Lemljenje i ponovno topljenje kao pokretači
- Toplinska obrada, poput reflow i talasne lemljenja, izlaže ploče temperaturama iznad točke vrenja vode (100°C), a ponekad i preko 250°C. Ova temperatura predstavlja zahtjevanu minimalnu vrijednost za otpornost tiskane ploče na toplinu.
- Vlažnost zarobljena u bazi tiskane ploče isparava, stvarajući unutarnji tlak; ova situacija nastaje kada postoji ostatak vlage u unutarnjem sloju tiskane ploče.
- Ako tlak premašuje nosivost ljepila, doći će do odvajanja slojeva — osobito na najslabijim područjima poput ulaza vija ili ruba bakrenih padova.
Uobičajeni pokretači odvajanja slojeva tijekom montaže:
- Nedovoljna ili netočna Tg u laminatnim materijalima (npr. uporaba FR-4 materijala s netočnom vrstom Tg za lemljenje bez olova). U zahtjevima proizvodnje tiskanih ploča, osobito je važno odabrati odgovarajuću specifikaciju i model osnovnog materijala.
- Ploče koje nisu prethodno izpečene ili vakuumsko zapečaćene, izložene vlažnosti prije lemljenja. U današnjim proizvodnim procesima, ovaj faktor tekško da predstavlja poticaj. Međutim, za materijale iz otvorene ambalaže, trebaju se što prije iskoristiti kako bi se izbjegao gubitak materijala.
- Lošokvalitetni PCB osnovni materijali koji su upili vlagu ili degradirani.
Zašto može doći do velikih odlaminacija
- Ako se odlaminacija započne na jednoj točki lemljenja, može se širiti prema van, što dovodi do velike odlaminacije koja utječe na više slojeva osnovnog materijala.
Vrste testova za mjerenje odlaminacije pločica (PCB)
U industriji tiskanih pločica koriste se rigorozni tipovi testova za mjerenje odlaminacije, što omogućuje proaktivno otkrivanje i jamčenje kvalitete.
Ključne metode testiranja
Vrsta testa |
Svrha/Rezultat |
Skener akustične mikroskopije (SAM) |
Otkriva praznine, mjehuriće i pukotine nevidljive golom oku |
Termomehanička analiza (TMA) |
Određuje karakteristike širenja, identificira slabа mjesta pri promjeni temperature |
Test ležaja lema |
Procjenjuje stabilnost u uvjetima visoke temperature i ključalog lema |
Test naprezanja međuspojeva (IST) |
Mjeri integritet vodova i prevlake pod ponavljajućim termičkim ciklusima |
Analiza mikrorezova |
Izravno ispituje poprečne slojeve radi otkrivanja unutarnjih šupljina |
Metode za sprječavanje odvajanja slojeva i rješenja
Zaštita od odvajanja slojeva višestruka je i temelji se na projektiranju, skladištenju, obradi i čak odnosima s dobavljačima.
Dizajn i izbor materijala
- Nakon razumijevanja konačnih performansi i primjene materijala, odaberite FR-4 materijal ili alternativne materijale za tiskane ploče s odgovarajućim Tg i otpornošću na vlagu.
- Ako se proizvod koristi u uvjetima visoke vlažnosti, tijekom izrade sklopova PCB koristite poboljšane smole ili nanosite zaštitne konformne premaze.
Kontrole proizvodnje i obrade
- Održavajte strogu kontrolu vlažnosti u skladištima i područjima izrade, strogo kontrolirajte pravila i propise rada.
- Ipečite sve ploče kako biste uklonili vlago prije lemljenja, posebno prije visokotemperaturnih ili višestrukih prolaza.
- Provedite reviziju dobavljača radi praćenja sirovina i zahtijevajte materijal s ispravnom vrstom Tg.
Preporučene prakse u sklopu
- Koristite ispravne profile kako površinski sloj tiskane ploče i bakar nikada ne bi premašili proizvođačeva ograničenja.
- Dozvolite hlađenje između termičkih ciklusa kako biste smanjili umor zbog širenja/skupljanja.
Sigurno rukovanje
- Obučite osoblje o pažljivom rukovanju, nosite rukavice kako biste izbjegli mikropukotine.
- Redovito provjeravajte pojave mjehurića, mrlja i manjih djelova s odvajanjem slojeva; čim se otkriju nepravilni materijali, odmah ih treba svrstati u područje neupotrebljivih materijala i pohraniti po nalogu.
Kontrola okoliša
- Koristite skladišta s kontroliranim klimatskim uvjetima za uskladištenje laminiranih materijala.
- Nadzirajte vlažnost i temperaturu senzorima kako biste spriječili upijanje vlage.
Koraci popravka odvajanja slojeva na tiskanoj ploči (PCB)
Ako je došlo do odvajanja slojeva, funkcija nekih materijala još se može vratiti profesionalnim popravkom:
- Dijagnosticirajte vizualnim pregledom ili SAM-om.
- Prestanite s daljnjim rukovanjem (kako biste spriječili širenje mjehurića ili pukotina).
- Pažljivo očistite područje — izbjegavajte agresivne sredstva za čišćenje koja otapaju ljepila.
- Probušite sićušnu otvor za olakšanje ako je potrebno kako biste ubrizgali epoksid u odvojeni dio.
- Upristite visokokvalitetni epoksid i primijenite tlak kompresije.
- Očvrdnite pod kontroliranom temperaturom kako biste obnovili prianjanje.
- Ponovno testirajte pomoću testova električne vodljivosti i naprezanja.
Često postavljana pitanja
P: Koja je glavna uzroku odvajanja slojeva u modernim višeslojnim tiskanim pločama?
O: Glavni čimbenici koji danas mogu dovesti do odvajanja slojeva su nekontrolirana vlažnost podloge i skladištenje ploča, uporaba laminatnih materijala s netočnom ili nedovoljnom temperaturom staklastog prijelaza (Tg) za proces montaže te loše proizvodne ili laminacijske prakse.
P: Kako mogu spriječiti odvajanje slojeva ako tiskane ploče moraju proći kroz više ciklusa lemljenja ili popravka?
O: Upotrijebite materijal ploče s visokom Tg vrijednošću, pažljivo pratite razinu vlažnosti, vakuumsko zapečatite između procesa te izložite ploče pečenju prije ponovnog izlaganja visokim temperaturama.
P: Je li svaka obojena površina ili mjehurić znak ozbiljnog odvajanja slojeva?
A: Nije svaka vizualna anomalija razlog za odstranjivanje. Male bijele točkice uslijed delaminacije (measling) ne moraju uvijek uzrokovati potpunu delaminaciju, ali treba ih stalno pratiti radi proširenja. Promjena boje često ukazuje na zarobljenu vlagu – uklonite osnovni uzrok prije nego što nastavite s montažom.
P: U čemu je razlika između pojave bijelih točkica (measling), mreže pukotina (crazing) i delaminacije?
A: Pojava bijelih točkica (measling) predstavlja formiranje malih bijelih točaka, mreža pukotina (crazing) pojavljuje se kao sustav sitnih pukotina, dok je delaminacija fizičko odvajanje slojeva ili stvaranje mjehurića unutar laminata tiskane ploče ili između bakra i podloge.
P: Mogu li neodgovarajuća sredstva za čišćenje uzrokovati delaminaciju?
A: Da – posebno agresivni otapala mogu degradirati adheziju na površinskom sloju tiskane ploče ili između slojeva, što na kraju može dovesti do delaminacije.
P: Zašto određeni dijelovi ploče više stradaju od delaminacije od drugih?
A: Odlaminacija se često počinje na toplinski ili mehanički napregnutim točkama — rubovima, skupinama vodova ili oko lemilnih očiju — posebno tamo gdje je gustoća vodiča visoka ili gdje slojevi imaju nižu ljepljivost.
P: Koje vrste testova trebaju biti dio našeg ulaznog i izlaznog kontrolnog kvaliteta za tiskane ploče (PCB)?
A: Koristite analizu mikropresjeka, TMA, IST, SAM i test lebdenja u lemu kako biste mjerili potencijalnu i postojeću odlaminaciju u svim kritičnim serijama. Uvijek dokumentirajte i pratite vrste kvarova.
Zaključak i pregled najboljih praksi
PCB je elektronički materijal koji se obrađuje s visokom preciznošću. Postoje vrlo visoki zahtjevi i standardi za odabir i skladištenje materijala, kontrolu procesa te vakuumsko pakiranje i skladištenje gotovih proizvoda. Rasslojavanje je složeni mehanizam kvarova koji je posljedica vlage, lošeg izbora materijala, neadekvatnih proizvodnih procesa i nepravilne termičke obrade. Tragedije poput masovnog rasslojavanja, naglih kvarova u terenu i povlačenja proizvoda potječu upravo od ovih glavnih uzroka rasslojavanja PCB-a; nakon što se problem identificira, potrebno je odabrati odgovarajuće rješenje kako bi se gubici sveli na najmanju moguću mjeru.
Vaša lista za provjeru za sprječavanje rasslojavanja:
- Uvijek koristite odgovarajuće materijale za ploču koji imaju ispravnu, certificiranu Tg vrijednost za vaše specifične radne temperature.
- Pažljivo kontrolirajte gdje i kako skladištite laminatne materijale i osigurajte da se sva PCB-a —koja dolaze ili odlaze—rukuju u skladu s strogo definiranim klimatskim pravilima.
- Postavite nadzor vlažnosti i nemojte preskakivati korak prethodnog pečenja, posebno za ploče koje su mogle upiti vlagu.
- Odaberite dobavljače koji imaju pouzdane certifikate za svoje procese i materijale te redovito ih provjeravajte.
- Obučite svaku osobu koja rukuje ili sastavlja ploče o tome što je delaminacija i kako je spriječiti —to znači da ih treba naučiti prepoznati i prijaviti sve što izgleda ili se ponaša neobično.
- Provodite jake, pouzdane testove kako biste provjerili postojanje delaminacije kao dio redovnih provjera procesa i konačne kontrole kvalitete.

