त्वरित लिंक

मुखपृष्ठ > पीसीबी निर्माण > सतह > सतह फिनिश
पीसीबी निर्माण में, उपयोग की जाने वाली सामान्य सतह उपचार प्रौद्योगिकियां निम्नलिखित हैं:
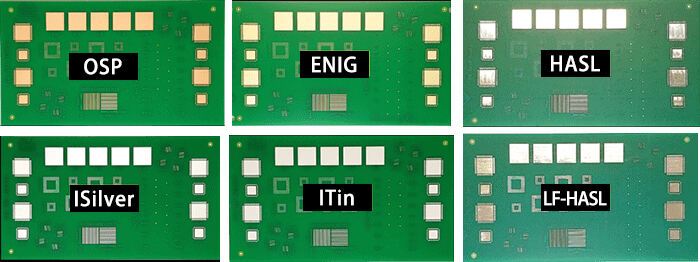
हॉल्टिंग एक पीसीबी को पिघले हुए टिन-लेड सॉल्डर में डुबोने और फिर गर्म हवा से इसे सपाट करने की प्रक्रिया है ताकि टिन समान रूप से कॉपर सतह पर चिपक जाए और ऑक्सीकरण के खिलाफ और वेल्डिंग में आसानी होने वाली परत बन जाए। ब्लोइंग का उद्देश्य टिन को सपाट करना और सॉल्डर के जमाव और शॉर्ट सर्किट से बचाव करना है।
हैसल के दो प्रकार होते हैं: ऊर्ध्वाधर और क्षैतिज। क्षैतिज प्रकार बेहतर होता है और लेपन अधिक समान होता है।
प्रक्रिया प्रवाह: पहले माइक्रो-अम्ल (कॉपर सतह को चिपकने में आसानी के लिए खुरदरा बनाने के लिए), फिर प्रीहीट, फ्लक्स लगाना, टिन स्प्रे, और अंत में साफ करना।
लाभ: कम लागत, हर जगह उपयोग किया जा सकता है, और अगर खराब हो जाए तो इसकी मरम्मत की जा सकती है।
नुकसान: असमान सतह, छोटे हिस्सों के लिए उपयुक्त नहीं, तापीय झटका, पारगमनी छिद्रों (पीटीएच) के लिए खराब, वेल्डिंग के दौरान खराब गीलापन।
OSP कॉपर की सतह पर ऑक्सीकरण से बचाने के लिए उगाई गई एक कार्बनिक फिल्म है। यह फिल्म ऑक्सीकरण, गर्मी और नमी के प्रति प्रतिरोधी है, और वेल्डिंग के दौरान फ्लक्स द्वारा हटाई जा सकती है, जिससे वेल्डिंग प्रभाव की गारंटी मिलती है।
शुरुआती दिनों में इमिडाज़ोल और बेंज़ोट्रायज़ोल का उपयोग किया जाता था, अब अधिकांशतः बेंज़ोइमिडाज़ोल अणुओं का उपयोग किया जाता है। कई बार वेल्डिंग करने की सुविधा के लिए कॉपर आयनों को जोड़ा जाएगा ताकि फिल्म मजबूत हो सके।
प्रक्रिया प्रवाह: सबसे पहले डीग्रीसिंग, माइक्रो-एचिंग, पीडीकलिंग, सफाई, कार्बनिक फिल्म लगाना, और फिर सफाई।
लाभ: पर्यावरण के अनुकूल और सीसा मुक्त, चिकनी सतह, सरल प्रक्रिया, कम लागत, और मरम्मत की सुविधा।
हानियाँ: थ्रू-होल (PTH) के लिए उपयुक्त नहीं, पर्यावरण के प्रति संवेदनशील, और छोटी शेल्फ लाइफ।
ENIG कॉपर सतह पर निकल-सोने की मिश्र धातु की एक मोटी परत है। इसका बहुत स्थिर प्रदर्शन है, यह लंबे समय तक जंग लगने से बचाता है, और जटिल परिस्थितियों के लिए उपयुक्त है।
निकल की परत सोने और तांबे के प्रसार को रोक सकती है, अन्यथा सोना तांबे में जल्दी से प्रवेश कर जाएगा। निकल की परत 5 माइक्रोन मोटी है, जो उच्च तापमान पर फैलाव को रोक सकती है और बिना सीसा वाली टांका लगाने के दौरान तांबे के घुलने से रोकती है, जिससे टांका लगाना अधिक विश्वसनीय हो जाता है।
प्रक्रिया प्रवाह: पिकलिंग, माइक्रो-एचिंग, प्री-डिप, सक्रियण, निकल चढ़ाना, और डुबोकर सोना चढ़ाना। पूरी प्रक्रिया में 6 रासायनिक टैंक और कई रसायनों की आवश्यकता होती है, जो काफी जटिल है।
लाभ: चिकनी सतह, मजबूत संरचना, पर्यावरण के अनुकूल बिना सीसा, थ्रू-होल (PTH) के लिए उपयुक्त।
नुकसान: ब्लैक पैड समस्या हो सकती है, अधिक लागत, और मरम्मत करना कठिन है।
डुबोकर चांदी की कठिनाई OSP और ENIG के बीच होती है। यह ENIG की तरह "भारी कवच नहीं पहनेगा", लेकिन विद्युत गुण बहुत अच्छे हैं। इसे उच्च तापमान, आर्द्र और प्रदूषित वातावरण में भी वेल्ड किया जा सकता है, लेकिन सतह गहरे रंग की हो सकती है।
इमर्शन सिल्वर में निकल परत समर्थन नहीं होता और यह ENIG के समान दृढ़ नहीं होता। यह एक प्रतिस्थापन अभिक्रिया है, जो तांबे की सतह पर शुद्ध चांदी की एक पतली परत बनाता है। कभी-कभी जंग लगने और चांदी के प्रवास को रोकने के लिए थोड़ी मात्रा में कार्बनिक पदार्थ जोड़ा जाता है। ये कार्बनिक पदार्थ बहुत कम होते हैं, 1% से भी कम।
इमर्शन टिन कोटिंग आधुनिक टांका लेपन के साथ बहुत अनुकूल है, क्योंकि टांका लेपन मुख्य रूप से टिन का होता है। प्रारंभिक इमर्शन टिन में टिन व्हिस्कर्स होने की प्रवृत्ति होती थी, जिससे टांका लेपन के दौरान समस्याएं होती थीं। बाद में, कार्बनिक सामग्री जोड़कर टिन की परत को कणों में बदल दिया गया, जिससे टिन व्हिस्कर समस्या का समाधान हुआ और उष्मीय स्थिरता और टांका लेपन क्षमता में सुधार हुआ।
इमर्शन टिन तांबे की सतह पर एक सपाट तांबा-टिन यौगिक परत बना सकता है। वेल्डिंग प्रदर्शन टिन स्प्रे के समान है, लेकिन इसमें टिन स्प्रे की तरह सतह की असमानता की समस्या नहीं होती, न ही ENIG की तरह अंतरधात्विक प्रसार की समस्या होती है।
नोट: इमर्शन टिन बोर्ड को बहुत लंबे समय तक संग्रहित नहीं किया जा सकता।
भारी तांबे का पीसीबी

एओआई

FR4
प्लेटेड हाफ-होल्स
