Uvod
Torej, delate na naslednjem projektu tiskanega vezja – morda gre za domači radio, Arduino napravo ali celo nekaj bolj profesionalnega. Karkoli že je, izbira najboljšega kaliva za tiskana vezja je ključna. Kovinsko spajkanje ni le pritrditev kovinskih delov skupaj – to je nekakšna umetnost in znanost. Želite močne, zanesljive električne povezave, ki vas kasneje ne bodo razočarale.
Ampak poglejmo resnično: ob vseh možnostih, ki so na voljo – toliko različnih vrst kaliva, oblik, tokokapnin, blagovnih znamk – se lahko zadeva precej zakomplicira.
Ali naj uporabite kalivo s svincem ali brez svinka? Je boljše žično kalivo ali pasto za kaljenje za to, kar počnete? Kaj pa zlitina kaliva? In kako velik vpliv ima količina nanesenega kaliva na to, koliko kaliva dejansko uporabite? Ta obsežni priročnik bo odgovoril na vsa ta vprašanja in še več.
Ne skrbite – mi smo tu, da vam pomagamo.
V tem priročniku bomo predstavili vse različne vrste lotov, razložili različne oblike lota (na primer uporaba taljenega lota v lonec za lot), ter si ogledali osmih najboljših lotov za tiskane vezje.
Prav tako vam bomo podali praktične nasvete, kako izbrati pravi lot za vaše tiskano vezje in se izogniti pogostim napakam, ki vodijo do šibkih lotnih spojev.
Do konca boste točno vedeli, kako izbrati najustreznejši lot za vašo ploščo. Poleg tega boste izvedeli, kako doseči dobre lotne spoje – sijajne, trdne in električno zanesljive – da bo vaše vezje delovalo ne le trenutno, temveč tudi dolgo časa v prihodnje.
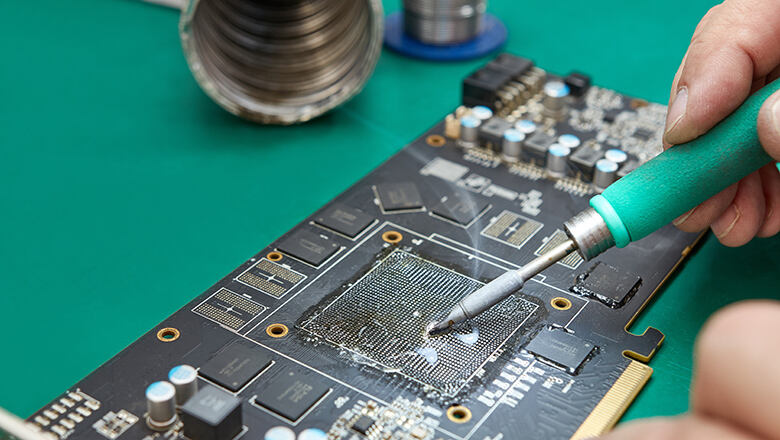
Pojasnjen proces lotenja
Kaj je lotenje?
Osnovno gre za način povezovanja elektronskih komponent. Potrebujete taljenje zlitine lota (običajno z železom za lotenje) in omogočite njegov pretok prek izvoda komponente in ploščice na tiskanem vezju. Ko se ohladi, strdi – in imate lotni spoj, ki bi moral biti trajen.
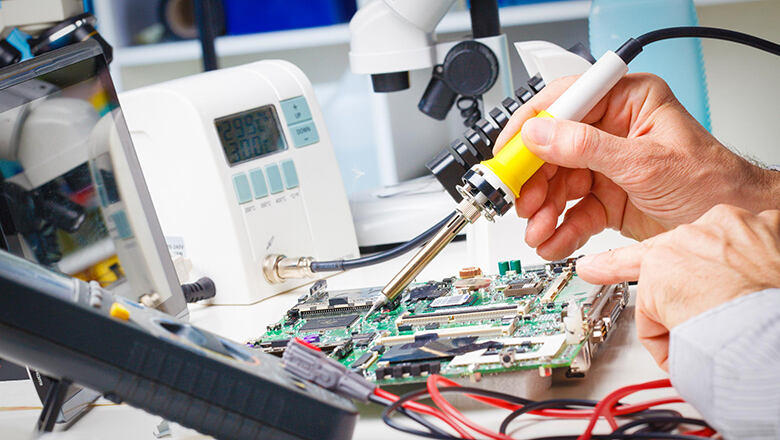
Pet korakov do odličnega lotnega spoja
- Pripravite površine: Prepričajte se, da so površine brez maščobe, prahu ali ostankov umazanije. Čiste površine omogočajo veliko lažje lotenje.
- Segrevajte enakomerno: Dotaknite se železa tako, da segreva tako ploščico kot vodnik komponente. Ne segrevajte le enega in mislite, da je to dovolj.
- Dajte lot: Dotaknite se žice z lotom (ali malo paste z lotom) neposredno na spoj – ne neposredno na železo. Pustite, da toplota lot privleče v spoj.
- Opazujte tok: Taljeni lot se mora enakomerno razširiti po obeh delih. Če se kotali ali samo sedi tam, nekaj ni v redu.
- Odstranite železo in pustite ohladiti: Odstranite železo in pustite, da se spoj naravno ohladi. Med strjevanjem ne premikajte ničesar.
Različne vrste Za solderanje za tiskane plošče
V tem končnem vodniku po najboljšem lotu za tiskane plošče boste ugotovili, da obstajata dve glavni vrsti lota: lot na osnovi svinca in brezsvinčni lot – vsak z določeno vlogo v elektroniki.
Lot na osnovi svinca
Sestava: Najpogostejši je 60/40 ali 63/37 kositer/svinec.
Prednosti:
Stopi pri nižji temperaturi, kar je odlično, če ste šele začeli.
Zelo dobro prevaja električni tok in je precej fleksibilen.
Spoji, ki jih naredite z njim, so ponavadi izjemno sijajni in jih je enostavno pregledati – dobrega prepoznate takoj.
Nevtrdnosti:
- glavna pomanjkljivost? Vsebuje svinčene, ki je strupen. Zato morate biti previdni – dobra prezračevanja in umivanje rok sta nujna.
- Vse več pravil, kot je direktiva RoHS, omejuje uporabo lota na osnovi svinca.
- Zaradi tega ga ne boste našli v novih potrošniških elektronskih napravah ali medicinski opremi.
Torej, kje se še vedno uporablja? Sviničeno lemilno zlitino boste najpogosteje videli pri popravilu stare elektronike, v nekateri visoko razredni avdio opremi (kot so tiste modne žice Cardas) ali na določenih mestih, kjer predpisi še niso dosegli aktualnega stanja.
Brezsvinično lemilno sredstvo
Sestava: Večina sodobnih lemilnih zlitin so zlitine cinka-srebra-bakre (SnAgCu, npr. SAC305).
Prednosti:
- Za planet in ljudi, ki izdelujejo opremo, je to veliko boljše, zato je postalo globalni standard.
- Če je prav izvedeno, lahko zagotovi enako trdnost in zanesljivost kot stara sviničena različica.
- Skorajda obvezna uporaba, če prodajate kakršnokoli elektronsko opremo v Evropi ali Aziji.
Nevtrdnosti:
- Za taljenje potrebuje višjo temperaturo (talna točka lemilnega sredstva je 217 °C ali višja), zato mora vaša lemilna žica delovati intenzivneje.
- S tem je malo težje delati, češta res. Ni najbolj prijazna za začetnike.
- Če sestava ni popolnoma prava, se lahko občasno pojavijo majhni, nadležni "kosmiči iz cinka", ki lahko povzročijo kratek stik.
Kar se tiče ponudbe srebrnega lemilnega sredstva – dodajanje nekaj srebra ali bakra v zmes resnično spremeni igro.
Če delate na nečem, kjer je zmogljivost najpomembnejša, na primer na visokokakovostni avdio opremi, je srebrno lotenje vaš prijatelj. Omogoča najnižjo električno upornost, zaradi česar se zavzemajo avdiofili za najčistejši in najbolj preprost zvok.
Po drugi strani, če potrebujete spoj, ki je trd kot kamen, je najbolje lotiti s kositrom, ki vsebuje baker. S tem naredite povezavo močnejšo in, kar je še pomembneje, preprečite, da bi se s časom oslabila in razpokala zaradi stalnega segrevanja in hlajenja.
Posebni in visokotemperaturni loti
- Srebrni lot (npr. Harris Stay-Brite Silver Solder): Pomislite na blagovne znamke, kot je Harris Stay-Brite. To je premium izbira. Ustvarja izjemno močne spoje in ima odlično električno prevodnost, kar je popolno za resnično kritične ali občutljive tokokroge.
- Visokotemperaturni loti: To je vaša izbira za težke pogoje. Če delate na avtomobilu, industrijski opremi ali napajalnikih, ki se močno segrejejo, ta lot ne bo popustil, ko bi običajni že stopili.
Izbira najboljšega lota za vašo tiskano vezje temelji na uravnoteženju več dejavnikov: varnostnih predpisov, zmogljivosti in dejanskega okolja uporabe projekta. Za vsako nalogo ni enega samega »najboljšega« rešitve.
Oblike lotev za tiskane vezje
Izbira prave oblike lota
Dobro, izbirate ustrezni lot za svojo tiskano vezje, vendar gre pri tem ne le za material – lot prihaja v različnih oblikah. Vsaka je namenjena določeni nalogi, ne glede na to, ali izdelujete edini prototip ali tisoč enot. Znanje, katero izbrati za naslednji projekt s tiskanimi vezji, je ključno.
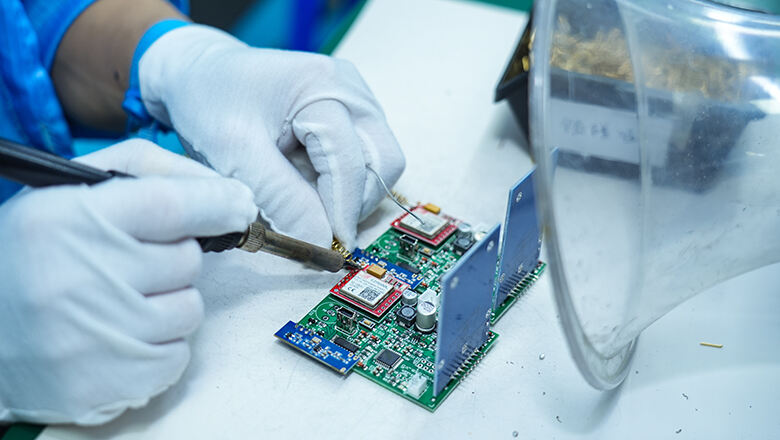
Lemilna žica
Lemilna žica je vaš klasični, najpogostejši izbor. Gre za navitek žice, ki ste ga verjetno že videli. Zelo vsestranski je in idealen za ročno lotenje, izdelavo prototipov ter manjše popravke.
Ključne podrobnosti:
- Dostopna je v različnih debelinah. Za majhne mikrokrmilnike in delo z drobnimi kontakti dobite zelo tanke tipe, kot je 0,3 mm. Za večja dela, kot so priključki za napajanje, pa uporabite debelejši kabel, okoli 1,2 mm.
- Žica z jedrom iz kolofonija, kot je priljubljena blagovna znamka Kester, ima "jedro iz kolofonija". To pomeni, da je tokokrozni sredstvo že vgrajen neposredno v žico, kar prihrani veliko časa in zagotavlja dosledne rezultate.
Kako torej izbrati najboljšo lotno žico za vašo vez? Gre predvsem za velikost. Če delate na občutljivi elektroniki z majhnimi komponentami, boste želeli tanko žico. Pri lotenju trdnih priključkov ali močnostnih komponent pa vedno izberite debelejšo.
Solder Paste
Kaj pa je lotna pasta?

Zamislite si jo kot posebno pasto, sestavljeno iz majhnih kovinskih kroglic in tokokroznega sredstva, ki so mešani skupaj. Ta montaža tiskanih vezij (PCBA) je popolnoma nujna za sodobno proizvodnjo elektronike, še posebej pri uporabi avtomatiziranih strojev za tehnologijo površinskega montažiranja (SMT).
Kdaj jo morate uporabiti?
Popolnoma je primerno za velike serije ali katerikoli projekt, ki vsebuje veliko tistih zelo majhnih komponent za površinsko montažo.
Pomembna nasvet:
Z materijalom morate ravnavati pravilno! Vso neuporabljeno lepljivo sredstvo hranite v hladilniku in ga nikoli ne uporabljajte po poteku roka uporabnosti. Če se flus pokvari, boste imeli slabe, nenezanesljive povezave, ki vam bodo kasneje povzročile težave.
Levarni palici
Dobro, poglejmo si solder bars. Teh v svoji domači delavnici ne boste uporabljali – to gre izključno za serijsko proizvodnjo. Tovarni te solder bars stopijo v lonec s soldrom, da ustvarita pravi val raztaljenega soldra. Nato čez ta val speljejo tiskane vezje, pri čemer se naenkrat zasoldirajo stotine komponent v postopku, imenovanem valovno zasoldiranje.
- To je namenjeno izključno visokokapacitetni proizvodnji, ne pa tipičnim DIY projektom.
- Če delujete v tem področju, je zelo pomembno, da izberete pravo zlitino – kot so SnPb ali SnAgCu – ki ustreza vašim specifičnim proizvodnim potrebam.
Solder s svincem in brez svinka: ključne razlike
V modernem svetu je izbira najboljšega lota za tiskano vezje danes odvisna predvsem od ene velike odločitve: lotev na osnovi svinca ali brez svinca? Poglejmo si to podrobneje.
Lot na osnovi svinca

- Prednost: Talilna temperatura je nižja (okoli 183 °C), kar omogoča lažje delo. Dobiš lepe, sijajne spoje, ki jih je enostavno preveriti. Še vedno se pogosto uporablja pri popravilih, prototipiranju in v nekateri visoko kakovostni avdio opremi, kjer to dovoljujejo predpisi.
- Slabosti: Glavni problem je svinčeva prisotnost – strupen je, zato morate biti pozorni na hlape in si redno umivati roke. Prav tako ni skladen z direktivo RoHS, kar pomeni, da ga ne morete uporabljati v večini novih komercialnih elektronskih naprav, ki jih nameravate prodajati.
Brezsvinično lemilno sredstvo

- Prednost: Veliko bolj okolju prijazen in ustreza vsem globalnim predpisom. Če izdelujete napravo, ki naj traja dolgo ali jo nameravate prodajati, je to prava pot naprej.
- Slabost: Potrebuje več toplote (več kot 217 °C) in je lahko malo bolj nevaren za uporabo – nadzor temperature mora biti natančen. Če uporabljate poceni zlitino ali imate neustrezno tehniko, se lahko srečate s težavami, kot so »kosmi iz kositra« ali krhki spoji.
Kako izbrati primerno kositreno žico ali kositreno pasto (premer in oblika)
Izbira pravega kositra za vaše vezje: Ni samo stvar vrste. Izbira kositra ni le kemijski problem – tudi oblika in velikost imata velik pomen. Količina nanesenega kositra in način nanašanja odločata med popolnim priključkom in nepreglednim rezultatom.
Premer kositrene žice
- Tanek kositreni žica (0,3–0,5 mm): To je vaša najboljša izbira za drobno delo. Popolna je za majhne SMD komponente, mikrokrmilnike in v vsakem primeru, ko potrebujete natančen nadzor nad količino nanesenega kositra.
- Univerzalna žica (0,6–0,8 mm): To je delovna kobila. Če počnete različne vrste dela – zlasti s skozi-luknjastimi komponentami – bo ta srednje debela žica opravljala večino nalog odlično.
- Debelejša lotna žica (1,0 mm+): Uporabite jo, ko delate z močnejšimi žicami, velikimi priključki ali kadar morate hitro zapolniti veliko režo. Opozorilo: preprosto je pretiravati in končati s kapljami ali naključnimi kvarnimi stiki (mostovi iz lote).
Solder Paste
Fine solder particles that is a paste filled with microscopic solder balls and flux. You apply it, place your parts, and then heat it up to create clean, uniform joints all at once. It's ideal for:
- Izdelovanje tiskanih vezij, ki jih pokriva desetine ali stotine majhnih površinsko montiranih komponent.
- Ko uporabljate peč za lemljenje ali postaj za vroče zrak za profesionalne, enotne rezultate.
- Popravilo sodobnih, gostih tiskanih vezij je bistveno urejenejše in lažje izvedljivo.
Tabela primerjave oblik lote
Oblika lote |
Najboljša uporaba |
Uporaba |
Lemilna žica |
Ročna sestava, izdelava prototipov |
Lemilni železo, ročno delo |
Solder Paste |
Površinska montaža, avtomatizacija |
Tiskanje skozi stencilo, peč za prelivno lemilno kovanje |
Levarni palici |
Masovna proizvodnja (valovno lemljenje) |
Stopljeno lemilno srebro v lonec za lemljenje; avtomatizirane linije |
Ultimativni vodnik po najboljšem lemilu za tiskana vezja: Najboljših 8 lemil
Ko gre za izbiro najboljšega lemilnega srebra za vaše vezje, gre pri teh osemih za najboljša lemilna srebra za tiskana vezja – dokazano s strani elektronskih strokovnjakov po vsem svetu:
Znamka/Proizvod |
ALLOY |
Vrsta toka |
Najbolj Prilostovit Za |
Kester 44 Rosin Core Solder |
63/37 SnPb |
Rosin |
Univerzalen izvajalec, popravila, avdio |
Alpha Fry AT-31604 |
60/40 SnPb |
Rosin |
Zanesljiv za domače projekte, splošno elektroniko |
MG Chemicals 63/37 brez čiščenja |
63/37 SnPb |
Brez čiščenja |
Vzdrževanje brez skrbi, minimalni ostanki |
WYCTIN 60/40 Solder Wire |
60/40 SnPb |
Rosin |
Gladko teče, ugodna cena, za navdušence |
SRA Soldering Products Rosin Core |
Breza svinca |
Rosin |
V skladu z RoHS, okolju prijazen izbor |
Cardas Soldering Wire |
Visokocist SnPb |
Rosin |
Premium avdio, hi-fi/modifikacije |
Harris Stay-Brite srebrno lot |
S srebrnim dodatkom |
Kislinske/edinstvene |
Trdnost, industrijski/kovinski hibridi |
Worthington 60/40 kalilni žica |
60/40 SnPb |
Rosin |
Šole, učni komplete za študente, dostopnost |
Kaj naredi te izdelke za lotenje izstopajoče?
- Kester lot in SRA Soldering Products Rosin Core Solder :To so zlati standard. Strokovnjaki jih imajo radi, ker zagotavljajo dosledno zmogljivost – serija za serijo – in ustvarjajo izjemno trdne spoje, ki prenesejo večkratno segrevanje in hlajenje, ne da bi odpovedali.
- MG Chemicals 63/37 brez čiščenja :Kaj je največja prednost? Po lotkanju vam ni treba nič čistiti. To prihrani veliko časa pri hitrih popravilih, prototipih ali popravilih, kjer plošče ni mogoče enostavno oprati.
- Harris Stay-Brite srebrni lot ponuja naslednje prednosti :To je močna rešitev. Ustvarja zares trdne, visokotemperaturne povezave, kar ga naredi idealnim za industrijsko opremo ali težke konektorje, ki so izpostavljeni obremenitvam.
Izberite tistega, ki najbolj ustreza vašemu projektu: za kritične avdio aplikacije izberite visokočisten, za skladnost z regulativami brez svinka, za težko dostopna mesta pa tistega brez čiščenja.
Na kaj morate biti pozorni pri izbiri lote za tiskano vezje
izbirate pravi lot za svoj naslednji projekt s tiskanim vezjem? Tukaj je preprost kontrolni seznam, ki ga imajte vedno pri roki:
1. Sestava zlitine
- Najprej se odločite: olovna ali brezolovna lot? To je ponavadi odvisno od varnostnih predpisov in od tega, kje bo vaš projekt uporabljen.
- Potrebujete dodatno trdnost ali odpornost na toploto? Loti s srebrnim dodatkom so v tem primeru najboljša izbira.
2. Temperatura taljenja
Prilagodite temperaturo taljenja lota ploščici. Občutljiva vezja ne prenesejo visokih temperatur, medtem ko močnostna elektronika ali avtomobilska oprema pogosto zahteva zlitino z višjo temperaturo taljenja.
3. Vrsta toka
- Smolni jedro: Univerzalna rešitev. Enostavna uporaba, čeprav morate po delu morda očistiti ostankov.
- Brez čiščenja: Popolno za tesne, zapletene plošče, kjer bi bilo čiščenje zelo težko.
- Topen v vodi: Uporablja se za zelo kritična dela, a bodite pozorni – morate ga temeljito odstraniti, sicer lahko kasneje poškoduje spoje.
4. Oblika in premer lota
- Žica za lotenje je najboljša izbira za večino domačih projektov. Za domače delo je žica najenostavnejša. Za stotine SMD-jev izberite pasto in pretočno lotenje.
- Če polagate tiskano vez z množico majhnih površinskih komponent, je potrebna pasta za lotenje (in vroči ventilator ali peč). Mešanica drobnih delcev lota in talila omogoča sodobno avtomatizirano sestavljanje.
5. Projekt in stopnja spretnosti
- Če ste začetnik: Uporabljajte enostavne in zmerno zahtevne lotne materiale, kot sta Kester 44 ali Alpha Fry AT-31604.
- Za strokovnjake ali poklicnjake: Lahko preskusite naprednejše zlitine. Prav tako, za zelo fina dela – na primer z majhnimi čipi QFN ali BGA – boste morda raje izbrali tanjšo žico, recimo 0,3 mm ali celo manj.
6. Okoljski dejavniki
- Razmislite, kje bo vaša plošča uporabljena: Ali bo izpostavljena vlage, močnemu tresenju ali visoki temperaturi?
- Tukaj je profesionalni nasvet: Pri avdio opremi nekateri uporabniki zelo zaupajo premijskim ledejem, kot je Cardas, in trdijo, da se razlika dejansko sliši. Pri stvareh, ki so pogosto izpostavljene tresenju, na primer pri strojih, boste želeli kakovostni ledek, ki je trpežen in odporen na obrabo.
7. Čistost
- Čist ledek je sanja – vedno uporabljajte svež led, ki še ni dolgo časa ležal.
- Vedno ostanite čisti: Poskrbite, da so vaše tiskane plošče in orodja popolnoma čista, in ne pozabite odstraniti preostalega talila. To je skrivnost za izdelavo trdnih in trajnih spojev.
Tehnike letenja: Kako se izogniti šibkim levnim spojem, hladnim spojem in prekomernemu ledku
Tudi najboljši lot ne bo pomagal, če vaše tehnike lotenja niso na višini. Težave, kot so šibke povezave, preveč lota ali hladni, neprevodni spoji, so pogoste – ne glede na to, kako dober je vaš lot. V tem delu našega popolnega vodnika po najboljšem lotu za tiskane vezje vam bomo pomagali zagotoviti, da bo vsak spoj močan, prevoden in zanesljiv.
Kako se izogniti šibkim in hladnim lotnim spojem
Šibki lotni spoji se običajno pojavijo, kadar lot ni popolnoma stopil (to je hladen spoj) ali kadar površine niso čiste. Hladni spoji pogosto izgledajo mat ali razpoklani in lahko povzročijo nestabilno delovanje vezja ali njegovo predčasno okvaro.
Kako preprečiti šibke ali hladne spoje:
- Enakomerno segrevajte obeh – izvod komponente in ploščico na tiskanem vezju – ne le talite lota na eni točki.
- Vedno uporabljajte svež in čist lot. Star ali oksidiran material se preprosto ne bo pravilno nalepil.
- Vedno očistite konico železa in jo primerno zalotite, da učinkovito prenaša toploto.
- Izberite pravilno vrsto točke taljenja lota: z olovom za lažje taljenje in gladke rezultate ali brez olova, če morate izpolnjevati predpise o varnosti.
- Uporabite ravno toliko lota, da nastane gladka, nekoliko vbočena spojna ploskev, ki sija. Če uporabite preveč lota, dobite kapljo, če pa preveč malo, spoj ne bo držal.
Preprečevanje presežnega lota
Uporaba presežnega lota lahko enostavno ustvari »mostiče iz lota« – to so naključne povezave med kontakti ali ploščicami, ki se ne bi smeli dotikati. To je resničen problem pri današnjih tesno zapakiranih vezjih in lahko povzroči kratek stik vsemu.
Kako se izogniti presežnemu lotu:
- Prilagodite debelino lota opravilu: uporabite debelejši lot za velike močnostne povezave in tanjši material za majhne, občutljive kontakte.
- Manj je več: začnite z malo – vedno lahko dodate še nekoliko več, če je potrebno. To je veliko lažje, kot kasneje poskušati sesati veliko kapljo.
- Naredili most? Ni problema: Če slučajno povežete dve ploščici, ju preprosto očistite s spajkalnim vrvico ali odspajkalnim črpalko.
Splošna priporočila za dobre spojne spoje
- Iščite tisto »pravo« končno obdelavo: Dobro zalitje mora biti lesketajoče in imeti rahlo ukrivljeno, gladko obliko – ne okroglo kapljo. Kalilo naj lepo zapolni luknjo na ploščici okoli izvoda komponente.
- Spendite trenutek za pravilno pozicioniranje: Nežno upognite nožice komponente, da bo del tesno prilegal k plošči, še preden začnete z varjenjem.
- Poiščite malo pomoči: Ne borite se! Uporabite orodje »tretja roka«, da držite stvari trdno, in povečevalno steklo, da jasno vidite, kaj počnete.
Kako vpliva spajkalni tok in čiščenje na končni spoj
Neznan junak pri doseganju popolne povezave s katerim koli lotom za vašo tiskano vezje je lotni tokok. Tokok odstrani oksidacijo, omogoča gladko tečenje lota in preprečuje nastanek šibkih spojev. Pravilna uporaba tokoka (in njegovo počiščenje, kadar je potrebno) loči trdna, dolgotrajna vezja od tistih, ki se vedno znova podajajo.
Kaj je lotni tokok?
- Enostavno povedano, lotni tokok je kemični čistilec, ki pripravi kovinske površine med lotanjem. Zagotavlja, da se lot pravilno opere in oblikuje trdno zvezo.
-
Lahko ga najdete v večini žičnih lotov (to je »jedro iz kolofonija«), v pasti za lotanje ali pa ločeno kot tekočino ali gel za zahtevnejše naloge.
Vrste tokoka
- Smolno jedro : To je klasična vrsta. Deluje zelo učinkovito, vendar morate ostankov pogosto očistiti po postopku, še posebej pri občutljivih vezjih.
- Tokok brez čiščenja : Ta pusti zelo malo ostankov, zato je odličen za večino vsakodnevnih projektov. Uporablja se v sodobni proizvodnji.
- Topni v vodi : To je močni čistilec na področju fluksov. Zelo učinkovit, vendar morate po uporabi temeljito odstraniti ostankov. Srečali se boste z njim pri visokih zmogljivostih ali profesionalnih nastavitvah.
Čiščenje po lotenju
- Pri fluksih brez čiščenja ali kolofoniju: Malce izopropilnega alkohola in mehka ščetka običajno zadostujeta. Lahko uporabite tudi posebno sredstvo za odstranjevanje fluksa, če so ostanki obstojni.
- Če ste uporabili v vodi topni flukus: Poskrbite, da temeljito sperete vse z deionizirano ali destilirano vodo. Nato dobro posušite s stisnjenim zrakom ali sušilnim aparatom na nizki temperaturi.
- Odstranite oksidacijo in prekomerno leto : Vedno odstranite morebitne ostanke oksidacije ali prekomernega lota. Če tega ne storite, lahko sčasoma pride do korozije ali rasti drobnih prevodnih tvorb, imenovanih dendriti, kar lahko na dolgi rok pokvari vaše vezje.
Napredni nasveti: Doseganje kakovostnih lotnih spojev za fine in kompleksne tokokroge
Današnji vezji uporabljajo majhne kosmičke solda in flukse za pritrditev vse manjših komponent – kar natančnost tehnike in materialov naredi za kritično. Priročnik za najboljši solder za montažo z majhnim razmikom ali visoko zanesljivostjo zajema tako materiale kot tudi postopek.
Danes so vezja polna izjemno majhnih delov, kot so na primer mikroskopsko majhni kosmički solda in plošče s fluksi. To pomeni, da morata biti vaša tehnika in izbira materialov res dobra. Če opravljate zlitje z majhnim razmikom ali delate na aplikacijah z visoko zanesljivostjo, je to priročnik za najboljši solder, ki ga morate poznati.
Zlitje SMT komponent z majhnim razmikom
- Vedno uporabite tanek žični solder – manj kot 0,5 mm – in ne oklevajte uporabiti dodatnega tekočega fluksa brez čiščenja. To je nujno za elemente, kot so QFN-i, BGA-ji ter ti miniaturni upori ali kondenzatorji.
- Začnite s predhlačenjem enega kontaktne ploščice, da pritrdite komponento na mesto. Nato uporabite tehniko »vlečnega zlitja« preko kontaktov. Flukus bo pomagal privleči solder točno tja, kjer mora priti.
- Ko končate, svoje delo preverite pod dobro osvetlitvijo s povečovalnim steklom. Oglejte si ga pod kotom – želite videti gladko, sijočo črto lema. Tako boste vedeli, da je spoj trdnen.
Lemenje za avdio, visokofrekvenčne in močnostne tokokroge
- Za avdio projekte: Uporabite čist lemek, kot je Cardas Soldering Wire. Ohranja nizek upor in omogoča, da ostane vaš avdio signal čist in točen.
- Za močnostne tokokroge: Izberite lemek, ki je zasnovan za visoke tokove in ponavljajoče segrevanje ter hlajenje. Kakovosten lemek preprečuje nastanek majhnih razpok in zagotavlja, da se vaši priključki sčasoma ne poškodujejo.
- Za visokofrekvenčno/RF delo: Tu potrebujete absolutno najboljši lemek, ki ga lahko dobite. Če je spoj zrnat ali umazan, lahko povzroči nenavadne motnje signala in pokvari vse.
Pogosto zastavljena vprašanja o lemljenju za tiskane vezje
V1: Kateri lemek je najboljši za moj naslednji projekt s tiskanim vezjem?
A: Za večino vsakodnevnih projektov izberite brezsvinčeno, nepripravljivo kaljevalno žico debeline približno 0,7 mm – nekaj podobnega kot MG Chemicals No Clean Lead-Free deluje odlično. Če pa popravljate stare opreme, delate na avdio opremi ali preprosto želite lažje delo, se lahko odločite za visokokakovostne ali celo svinčene možnosti.
V2: Ali naj uporabim kaljevalno žico ali kaljevalni pasto za svojo tiskano vezje?
A: Kaljevalna žica je najprimernejša za ročno kaljenje in komponente s prebodenimi luknjami. Ko pa imate opravka s površinsko montiranimi komponentami (SMD) ali uporabljate peč za reflow ali stencilo, je kaljevalna pasta – ki v bistvu predstavlja majhne kroglice kalja zmešane s tokom – prava izbira.
V3: Kaj moram upoštevati pri izbiri kalja za svojo tiskano vezje?
A: Upoštevajte naslednje: vrsto zlitine, obliko (žica ali pasta), vrsto toka znotraj, temperaturo taljenja, ali kalite ročno ali z napravo, kako majhne so komponente ter ali morate izpolnjevati kakršnekoli varnostne ali okoljske predpise.
V4: Ali obstaja celovit priročnik za izbiro pravega lota?
O: Ja—ta članek je vaš ultimativni vodnik za izbiro najboljšega lota za tiskane plošče , kjer se združuje vsa bistvena teorija, nasveti in priporočila izdelkov na enem mestu.
V5: Ali lahko odvečni lotev ali flus vplivata na moje vezje?
O: Nedvomno. Preveč lota lahko povzroči kratke stike med kontakti (temu rečemo mostičenje). Če dodatnega flusa ne očistite, lahko privlači vlago in prah, kar sčasoma vodi do korozije ali naključnih tokov. Zato uporabite ravno toliko, kot potrebujete, in po potrebi temeljito očistite.
Zaključek
Pokrili smo vse, kar potrebujete za izbiro pravega kalja za vaš naslednji projekt tiskanega vezja. Ne glede na to, ali izberete klasični 60/40 kosit-svin, iščete nekaj bolj okolju prijaznega, izbirate najustreznejšlega zlitino kalja in nanos, ali celo prvič poskušate s kalilnimi lonečki – vse se prikaže v uravnoteženju tega, kar deluje najbolje, kaj dobro deluje in kaj je dejansko primerno za vas. Tako je to končni vodnik po najboljšem kalju za tiskana vezja.
Ključni poudarki:
- Izbira pravega kalja pomeni uskladitev zlitine, debeline in vrste fluksa z vašim projektom ter ravnijo vaših veščin.
- Če želite, da bodo vaši elektronski elementi varni, zanesljivi in izdelani za dolgo življenjsko dobo, vedno uporabljajte najboljše kalje za tiskana vezja od blagovnih znamk, ki jim zaupate.
- Držite se dobrih navad: ohranjajte vse čisto, uporabljajte pravo temperaturo, bodite pametni pri uporabi fluksa in vedno dvakrat preverite svoje delo.
- Zapomnite si: pravi kal za vaš naslednji projekt je enako pomemben kot komponente in dizajn, s katerim delujete.
Vam je bil ta nasvet koristen? Dodajte si ta celovit priročnik med zaznamke, ga delite s prijatelji ali delavnico in oglejte si naše druge vire, da boste še naprej izpopolnjevali svoje veščine spajkanja!

