Швидкі посилання

На тлі постійних інновацій у електронній промисловості процес перевірки залишається основою системи контролю якості. Інженери-електронники відповідальні за моніторинг якості продукції. Керівники з якості мають контролювати виробничий процес. Виробники друкованих плат за контрактом повинні контролювати кінцевий випуск продукції. Усі зацікавлені сторони мають вважати забезпечення високих експлуатаційних характеристик друкованих плат своїм головним завданням. Сучасні конструкції друкованих плат стають все складнішими. Технології високощільної компоновки вимагають точного технологічного контролю. Складніші технічні специфікації постійно зумовлюють підвищення точності виготовлення. Ці технологічні досягнення створюють нові виклики для можливостей інспектування. Традиційні методи перевірки мають помітні обмеження у виявленні дефектів. Вони неефективні у виявленні дефектів паяння, розташованих під компонентами. Ці мікроскопічні дефекти також можуть перебувати глибоко всередині структури компонентів.
Технологія рентгенівського контролю демонструє свою унікальну цінність саме на цьому етапі. Ця технологія дозволяє проводити неруйнівне внутрішнє дослідження, забезпечує детальні зображення високої роздільної здатності та точно відображає внутрішню структуру друкованих плат. Слід визнати, що рентгенівський контроль перетворився на обов’язкову основну технологію тестування. Усі виробники, які прагнуть випускати високоякісні друковані плати та електронні продукти, мають покладатися на цю технологію, щоб відповідати найсуворішим галузевим стандартам.

Цей детальний посібник має на меті систематично пояснити основні принципи роботи технології рентгенівського контролю. У ньому розглянуто ключову роль цієї технології в системах контролю якості та представлено основні методи контролю, що широко використовуються в сучасному промисловому виробництві. Крім того, проаналізовано основні функціональні можливості, якими повинне володіти сучасне обладнання для рентгенівського контролю. У книзі також наведено практичні методи отримання інформативних знімків. Такі зображення чітко демонструють різні приховані дефекти, які зазвичай не вдається виявити за допомогою традиційних методів контролю.
Електронна промисловість постійно вимагає стабільної якості продукції, скорочення виробничих циклів і високонадійного обладнання. Ці жорсткі вимоги кардинально змінили традиційну роль контролю якості. Сучасні виробничі системи глибоко інтегрували контроль якості на кожному етапі виробництва друкованих плат.
Використання виключно традиційних методів перевірки призводить до кількох проблем. Такий підхід дозволяє певним внутрішнім дефектам залишатися непоміченими. Це також призводить до поступового зниження загальної надійності друкованих плат. Зрештою, ці приховані ризики проявляються у вигляді функціональних відмов під час реального використання продукту. Технологія рентгенівського контролю забезпечує ключову технічну підтримку для вирішення цих завдань. Ця технологія стала незамінним основним рішенням для контролю сучасного електронного тестування продуктів та підтвердження процесів виробництва.
Перш ніж глибше зануритися в технологію рентгенівського контролю, подивимося, як вона порівнюється з класичними завданнями інспектування:
Метод перевірки |
Може виявляти приховані дефекти? |
Швидкість |
Вартість на плату |
Краще для |
Візуальна перевірка |
✖ |
Швидка |
Низький |
Основні помилки, виробництво малої кількості |
Автоматичний оптичний контроль (AOI) |
✖ |
Дуже швидко |
Низький-Середній |
Установка на поверхню, містки з припою, відсутні/зміщені компоненти |
Тестування літаючим щупом |
✖ (переважно поверхневі) |
Повільно |
Високий (прототипування) |
Розімкнуті/короткі замикання у доріжках плати, тестування на рівні мережі |
Рентгенівський контроль / AXI |
✔ |
Швидкий-середній |
Середній-Високий |
Аналіз внутрішніх шарів, BGAs, дефекти паяних з'єднань, складні друковані плати |
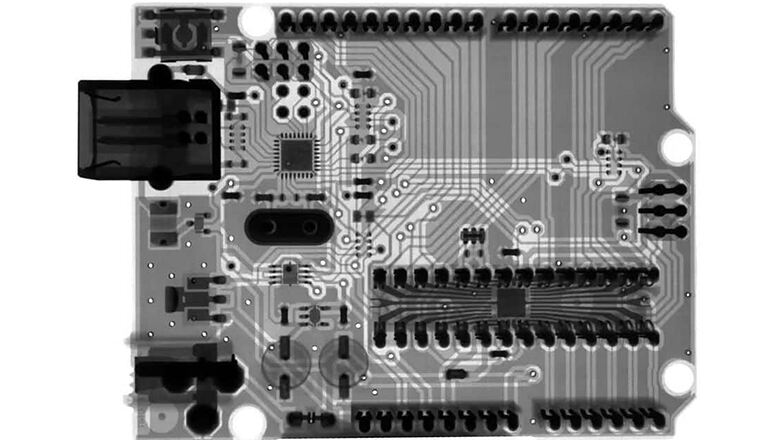
Рентгенівський контроль — це метод тестування, який використовує рентгенівське випромінювання для генерації енергетичних хвиль, що проникають крізь збірку друкованої плати. Різниця в атомній вазі між металами (наприклад, припоєм або міддю) та органічними матеріалами (FR-4, смола) створює видимий контраст на рентгенівському знімку.
Вибір відповідних методів рентгенівської інспекції, що здійснюються корпоративними особами, що приймають рішення, є комплексним процесом оцінки. Цей процес вимагає одночасної розгляду конкретних цілей інспекції, фізичних характеристик платок об'єкта та практичних вимог виробничих ліній.
З'явлення автоматизованих систем рентгенівського контролю (AXI) призвело до революції в індустрії виробництва друкованих плат. Завдяки забезпеченню надійного та високоефективного контролю на кожній виробничій лінії, ці системи сприяють технологічному прогресу. Сучасні системи використовують робототехніку для повної автоматизації процесу контролю, включаючи обробку плат, сканування зображення та класифікацію дефектів. Ці системи можуть стабільно забезпечувати швидкі результати контролю з мінімальним втручанням людини.
Автоматизовані системи рентгенівського контролю використовують складні алгоритми для виконання аналізу в реальному часі отриманих рентгенівських зображень.
Ці системи можуть автоматично виявляти різні типові дефекти, включаючи пустоти у припоях, неправильне розташування компонентів, обриви ланцюгів та приховані мостики під корпусами BGA та іншими критичними ділянками. Інтегруючи системи AXI до платформ управління якістю, підприємства можуть централізовано архівувати всі дані рентгенівського контролю. Це комплексне рішення повністю фіксує дані аналізу тенденцій дефектів та відповідних коригувальних заходів, створюючи замкнену систему управління якістю.
Ключові особливості AXI:
Ефективна машина для рентгенівського контролю друкованих плат та їх збірок повинна мати наступне:
Одним із найпереконливіших аргументів на користь використання рентгенівського контролю у забезпеченні якості друкованих плат є його здатність виявляти технологічні проблеми, які інші методи контролю просто не можуть побачити. Ось що може виявити потужний рентгенівський контроль:
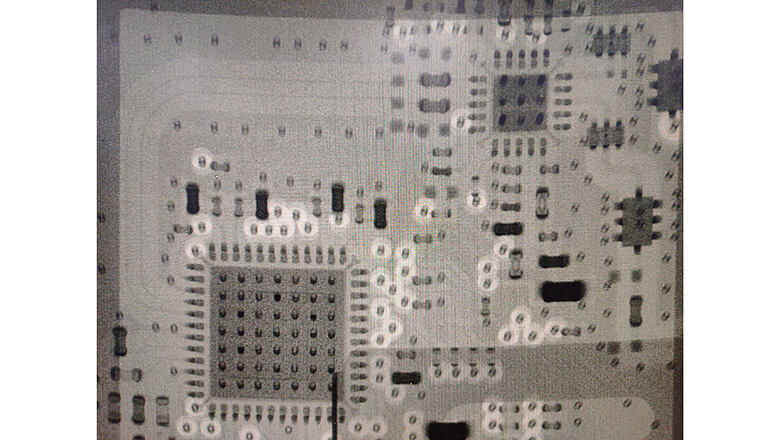
Порожнини у припоях та недостатня кількість припою: Під час процесу паяння оплавленням у з'єднаннях припою утворюються порожнини. Це явище погіршує як електричне з'єднання, так і механічну міцність контактів. Традиційні методи контролю не можуть виявити ці внутрішні дефекти. Рентгенівська технологія дозволяє чітко візуалізувати повну внутрішню структуру.
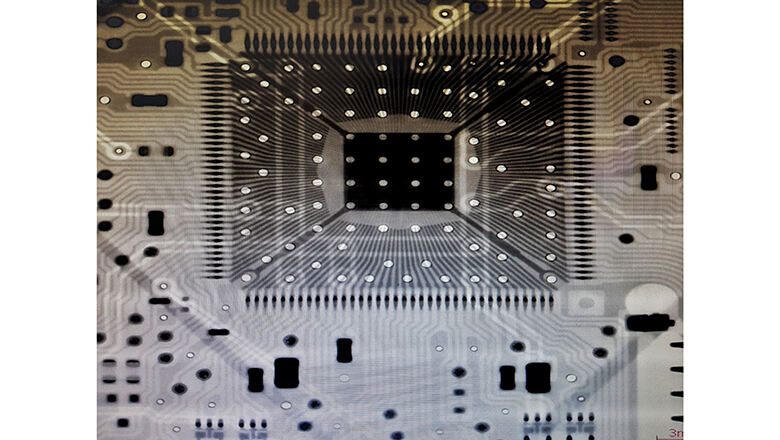
Мостики з припою / замикання: Особливо під BGA-корпусами — де оптичні або зондові методи є неефективними — рентгенівські знімки виявляють проблеми з'єднання, які можуть призвести до катастрофічних відмов у експлуатації.
Невірно встановлені компоненти: Точне виявлення неправильно встановлених або перекошених компонентів, піднятих виводів та ефекту «тумбочки».
Розімкнуті ланцюги/внутрішні тріщини: Приховані тріщини між внутрішніми шарами або уздовж доріжок, спричинені механічним або термічним напруженням.
Заповнені/закопані переходи та пінхоли: Ця технологія ефективно виявляє переходи з порожнинами або неповним заповненням, що особливо важливо для плат із високою щільністю монтажу та продуктів із конструкціями переходів у контактних майданчиках.
Розшарування та розділення шарів: Шарові зображення, отримані за допомогою 3D/КТ-рентгенівської технології, чітко показують розшарування або відшарування між шарами друкованих плат. Цей метод швидко виявляє проблеми міжшарового розділення, які важко виявити звичайними способами.
Отримання високоякісних рентгенівських зображень є основою надійного виявлення дефектів. Сучасні системи пропонують такі функції, як автоматичне керування експозицією, програмовані траєкторії сканування та регульована фокусування, щоб відповідати конкретним збіркам друкованих плат і типам компонентів.
Найкращі практики отримання рентгенівських зображень:
Автоматичний рентгенівський контроль забезпечує унікальні переваги, яких не можуть забезпечити інші методи тестування та інспекції:
Вигодить |
Опис |
Виявлення прихованих дефектів |
Виявляє дефекти під BGA, всередині монтажних отворів і в шарах друкованої плати |
Автоматизація та продуктивність |
Дозволяє здійснювати контроль якості та огляд на високих швидкостях для кожної збірки |
Відстежуваність |
Автоматично фіксує, зберігає та пов'язує рентгенівські знімки з кожним серійним/партійним номером |
Стале якість |
Зменшує людські помилки; кожна плата перевіряється за однаковими суворими стандартами |
Відповідає стандартам якості |
Підтримує ретельні аудити та проекти безперервного покращення |
Зниження витрат |
Вчасно виявляє дорогі несправності, зменшує кількість повернень за гарантією та підвищує довіру клієнтів |
Поради щодо максимізації цих переваг:
Ваш вибір впливатиме на надійність кінцевого продукту та ефективність вашого виробництво ПКБ робочого процесу.
Запитайте у постачальника послуг з рентгенівського контролю:
Питання: Чому рентгенівський контроль вважається важливим для забезпечення якості збірок PCB?
Відповідь: Рентгенівський контроль може «бачити» крізь шари та компоненти, виявляючи приховані проблеми — такі як порожнини, замикання та зміщення — і забезпечуючи відповідність ваших друкованих плат найвищим галузевим стандартам, які упускають традиційні методи контролю.
Питання: Які типи дефектів можна виявити лише за допомогою рентгенівського контролю PCB?
A: Дефекти, такі як пустоти у припоях під корпусами BGAs, розшарування між шарами друкованих плат, заповнені віа з внутрішніми пустотами, мікротріщини в провідниках і незначні зміщення під великими компонентами, видно лише за допомогою технологій рентгенівського контролю.
П: Чи безпечний рентгенівський контроль для моїх друкованих плат і операторів?
В: Так — сучасні рентгенівські установки для контролю повністю екрановані, а оператори дотримуються суворих правил радіаційної безпеки. Правильні налаштування забезпечують захист як компонентів, так і людей.
П: Як рентгенівський контроль покращує швидкість та якість перевірки?
В: Автоматизовані системи рентгенівського контролю отримують зображення з високою роздільною здатністю та аналізують їх протягом кількох секунд, забезпечуючи стабільну якість контролю та зменшуючи вузькі місця порівняно з повільнішими ручними методами.
П: Чи завжди потрібна 3D рентгенографія, чи достатньо 2D систем?
2D-системи швидкі та економічно вигідні для багатьох типових завдань із виробництва друкованих плат, але 3D (КТ) рентген необхідний для перевірки складних друкованих плат, шарів HDI чи ділянок, де важлива глибина деталей — наприклад, заповнені переходи, пошкодження внутрішніх шарів чи вертикальні стеки компонентів.
Питання: Як дізнатися, чи ефективна моя перевірка як частина виробництва друкованих плат?
Відповідь: Якщо ви стабільно досягаєте цільових показників кількості дефектів на мільйон одиниць, маєте чіткий архів історичних рентгенівських знімків і регулярно проходите клієнтські або регуляторні перевірки якості, ваш процес контролю (особливо автоматизована рентгенівська інспектування) працює ефективно.
Оскільки електроніка стає основою для кожного сучасного блага, від життєво важливих медичних пристроїв до транспортних засобів, якими ми керуємо, забезпечення якості та надійності кожної друкованої плати є важливішим, ніж будь-коли. Рентгенівська інспекція є ключовим елементом цієї надійності.
Використовуючи сучасні технології рентгенівського контролю, у тому числі методи 2D та 3D, сьогоднішні виробники, конструктори та інженери з якості плат можуть автоматизувати завдання перевірки, досягти більшої швидкості контролю та гарантувати, що приховані дефекти ніколи не потраплять до клієнта.
Рентгенівський контроль друкованих плат забезпечує детальний, неруйнівний погляд всередину найскладніших шарів і паяних з'єднань, даючи можливість отримувати актуальний, дієвий зворотний зв'язок у реальному часі в рамках сучасної системи управління якістю. Це компенсує недоліки традиційних методів контролю та відіграє ключову роль у стратегіях контролю якості, які забезпечують високоякісну збірку кожної партії друкованих плат.
